作者:Dr. Axel Luft, Laserline GmbH
如今,激光钎焊是汽车车身批量生产中用于连接镀锌钢板的可靠手段之一。专门针对这一应用,目前已开发的钎焊光学元件是通过机器人沿着节点移动。激光束通过光纤传送到光学元件上,然后铜硅合金线便在钎焊的过程中熔化。激光钎焊技术成功的关键在于除了类似于焊接的稳定性以外,一个重要的因素就是美观的接口:激光产生的钎缝非常的光滑、表面干净以及接头到连接部分。这不仅在外观上很有吸引力,并且几乎不需要后期加工,而且可实现清洁之后即刻喷涂。激光的钎焊使得接头耳目一新,而且不像传统的接合技术,激光钎焊的接头可以省掉覆盖件,且不需要储存空间和装配。

Laserline 不同三光斑钎焊应用
然而,至少局部上,激光钎焊技术最近并没能达到其被赋予的期望。汽车制造商们已经越来越多地开始把热浸镀锌钢板用在车身上。热浸镀锌比传统的电镀锌更加耐腐蚀,因此方法的转变也提供了技术上和经济上的优势。由于钢板新的表面特征,激光钎焊没有达到平常的结果。越来越多的污渍溅到靠近接头的部分,特别是那些微小的溅出物基本无法识别,但是在表面喷涂后却有清晰可见。
连接本身的质量下降了;他变得更粗糙 同时显现出很多所谓的“微波”,而且“微波”的范围超出了焊缝,这些程序上的难题迫使汽车制造商们转向他们的经销商寻求解决方案。那时候,我们早已经进行矩形光斑的实验室测试。要在钎焊光学件中产生一个矩形光斑,需要把一个“质均化模块”放进一个Scansonic ALO3钎焊光学元件中,Laserline使用这种质均器来产生矩形光斑来进行功率最大可至10kW的激光硬化已经有数年了。
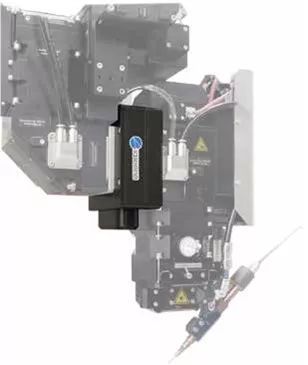
Laserline 集成了三光斑模块的光学元件
进行更高品质的钎焊热浸镀锌的想法完全占据了大众汽车技术规划和研发部门的Thorge Hammer的头脑。我们本应该建立一个有凹槽的矩形光斑,其中放入一根导线。而然,这种结构并没能达到我们想要的结果,但我们也因此积累了经验,所以我们在一年内的数次研发中成功地开发出了现在的三光斑模块,或者可以叫做“最优矩形光斑”。
通过钎焊光学中的三光斑模块把一条光束分布成三条光束是有很多好处的。为了使钎焊过程平稳,一方面光斑之间的位置必须要精确地设置,另一方面激光功率必须恰到好处地分配到三个光斑中。但是,根据不同的应用(比如说汽车顶部或后挡板、不同的接头结构),三个光斑的功率分配也肯定不一样。

Laserline三光斑概念
Laserline公司取得专利的三光斑模块技术,一方面能够在主光斑和前光斑之间能够平行调节功率分配,另一方面功率分配也能在前光斑之前调整。此外,在这个模块下光斑之间的空间也可以随后调整,位于一体旋转轴之后,触觉钎焊光学中的模块的位置具有特殊的意义。
自问世以来,归属于Scansonic公司专利的触觉钎焊光学已经被投入使用有相当一段时间了,它使得焊缝误差极大地减少了。机器人有着有限的路径精度和元件,而且夹具工艺并不总是让连接口带到相同的位置上。导线在光学元件中用作一个焊缝跟踪传感器,然后正面的伸缩臂则以旋转的方式来追踪焊缝。在旋转轴之后,激光束以45°反光镜重新定向并跟随导线。

Laserline三光斑钎焊加工
由于模块集成在旋转轴后面,生成的三光斑总是能正确地朝向导线。因此,由机器人和光学组成的钎焊加工可以像往常一样编程来控制。如果用一个市场上能买到的三核光纤来产生三光斑,就得放弃使用旋转轴。当使用旋转轴时,因为45°反射镜的缘故,前光斑会导致主光斑的轴反向转动,这将会引起工艺不稳定。有了三光斑模块,你也就不需要特别的光纤或是激光器了。
Laserline的二极管激光器被全世界几乎所有的汽车制造巨头用于钎焊,标准的激光器是一个具有60mm微弧度光束参数的二极管激光器。我们正是为了这些激光器而开发了三光斑模块,这意味着拥有6个输出口的标准激光器可以实现应用了。

Laserline三光斑钎焊结果
此外,标准光纤还是可以即插即用的。如果当一台更老的激光系统要装备三光斑模块时,这种概念还是很有优势的。多数情况下,一台60mm微弧度的标准激光器已经装备应用,只需要一个Scansonic的光学作为“补丁”就可以了。如果还可以进一步通过模块提升系统,已经安装了的模块可以轻易换成更新的模块。由于拥有诸多的优势特征,三光斑模块很快被运用到汽车制造当中。在2016年初还没有被使用,而到2016年10月,该模块已经被整合进了5种汽车的量产中。而就在此时,用于更多的系统的模块的订单已经确认。三光斑的概念为了钎焊热浸镀锌钢板提供了一个解决方案 一 简单实用,此方案只用常规的生产技术和质量把控。
来源:激光制造商情
(LMN Awards 2018中国激光行业贡献奖)
投票完成后,记得戳右上角转发出去,为你支持的企业拉票。