
作者:赵步青,胡会峰,张日发
单位:安徽嘉龙锋钢刀具有限公司
来源:《金属加工(热加工)》杂志
以往高速钢很少采用渗碳处理,其理由是表面含碳量增加,如果还是采用常规的淬火温度,可能发生熔化现象,即使避免熔化,表面含碳量大大超过基体成分,也会产生表面脆化。随着科学技术的不断发展,这种肤浅的感性认知也被不断深化,高速钢渗碳已被理性的运用于各个领域,以下简介无莱氏体高速钢渗碳、高速钢高温渗碳、高速钢低温低浓度渗碳技术及其应用,虽然有点局限性,但内容却很精彩。
1.无莱氏体高速钢
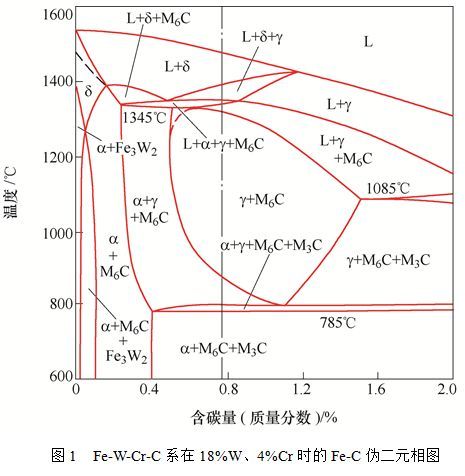
高速钢的优点很多,但缺点也十分突出:存在着严重的碳化物偏析,使力学性能变差。因为高速钢是莱氏体钢,用传统的铸锻工艺生产时,在凝固的最后阶段形成含有大量碳化物的莱氏体,导致碳化物偏析,使力学性能下降。因此,在高速钢的发展历程中,一条主线就是如何使碳化物分布均匀,以减轻或消除碳化物偏析,生产出无偏析的高速钢。为此,采取有效途径是降低含碳量,从图1~图2可知,当高速钢中碳的质量分数<0.62%时,就完全可以避免莱氏体。
大连交通大学戚正风等人开发了一种少、无莱氏体高速钢,获国家发明专利。其指导思想将碳降低到能满足刀具心部性能要求的水平,加工成刀具后进行渗碳,通过渗碳在刀具表面形成的碳化物不仅细小而且分布均匀,从而可以获得硬度很高的刃部和韧性很高的心部,对于切削刀具来说,这是一种极佳的配合,在钻头、立铣刀等产品的试验中获得较理想的效果,可惜并没有普遍推广。

2.高速钢高温渗碳低温淬火
高速钢在奥氏体状态对碳的吸收能力很强,图3充分表明了这一点。

T1(W18Cr4V)钢经930℃×8h渗碳后,表面C%达到2.60%,C%高于1.0%的渗层深0.75mm左右。含有大量的碳化物形成元素的高速钢渗碳时的化学反应机理与普通碳素钢不同,在吸收、渗入过程中,不但以固溶于奥氏体中的形式存在,也可以碳化物的形式存在,即在渗入的同时(而不是在冷却时)就析出碳化物。实际上,所渗入的碳绝大部分在渗碳温度下以碳化物形式析出,碳化物皆为颗粒状,其类型随碳的增加按MC→M6C→M23C6→M3C顺序而变化。在上述例子中,2%C的渗层中已含有大量的M3C型碳化物。随着钢中碳量的上升,在某一奥氏体化温度下的固溶碳也略有增加。在一定范围内,这种固溶碳的提高对二次硬化是有利的,但过多则促使残留奥氏体量增加反而降低二次硬度。
正如碳饱和度对高速钢组织转变的影响一样,渗碳层与心部的淬火、回火与二次硬化的特性也不同。如按渗碳前加热到心部合适的温度淬火,则对表面讲就将发生过热、过烧。反之,如果以发挥渗碳层正常淬火的二次硬化性能为目的,则心部将处于淬火欠热状态。当渗层表面碳量过高,分布梯度过陡时,上述矛盾更加突出,很难找到一个能基本上正常发挥表层和心部双重潜力的温度。为了缓和这一矛盾。高速钢渗碳一般分为两段:渗入和扩散,炉气碳势保持在较低水平,但温度可稍提高些,一般选在该钢种正常淬火温度的下限偏低些,如M2钢可选用1180~1150℃,经过扩散后直接淬火。正确选择渗碳温度、时间和炉气碳势,经上述渗碳→扩散→淬火→回火后,可以获得高硬、高耐磨的表层及具有一定红硬性、良好韧性的心部,这对大部分模具及某些简单刀具来说是一种外硬内韧的良好配合。
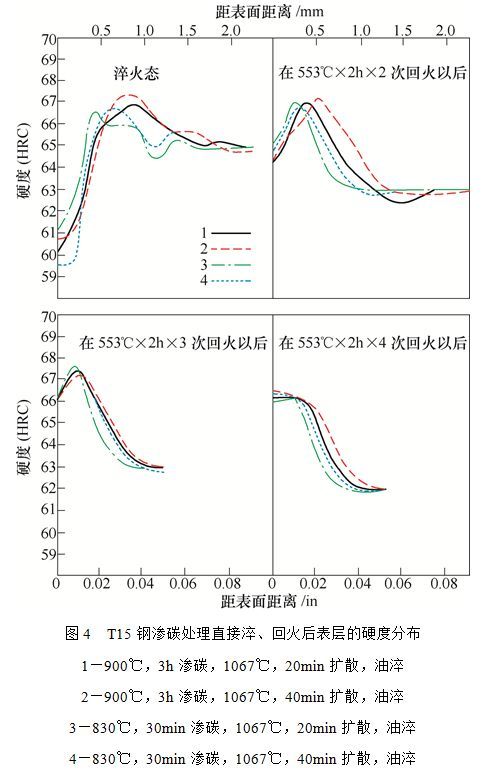
图4是T15钢(W12Cr4V5Co5)经830℃和900℃渗碳后再加热至1067℃扩散不同时间,淬、回火后表面硬度分布图。由图4可知,长时间的扩散处理和多次回火可以避免表层残留奥氏体过多,导致回火难以充分,硬度反而比心部低的情况。比较理想的表面硬度分布,表面硬度最高,向内下降平稳。全渗碳硬化层深度达到1mm,其中66HRC以上的深处为0.5mm;心部二次硬化经低温淬火、正常回火处理为62~63HRC。
W6Mo5Cr4V2钢渗用于制冷镦螺母六方套模,1066℃固体渗碳,开箱空冷淬火,554℃×2.5h×2次回火,冷镦寿命达240万件,是该钢常规淬火回火模具的2.4倍,是W18Cr4V钢模具的6.8倍。
还有很多使用高温渗碳降温淬火提高模具、刀具寿命的实例,不一一列举。
关于我们




