钨极氩弧焊主要用于低碳钢接头的打底焊上,特别是背面无法焊接而又要求正面根部焊透,并在背面形成焊缝的场合,例如锅炉受热面管子、集箱等。
一、焊接材料的选用
氩气应选用一级氩气;填充焊丝可选用H10MnSi、H05MnSiA1TiZr等;钨极推荐使用WCe20铈钨极、WY钇钨极和WYBa钇钡钨极等。
二、焊前准备
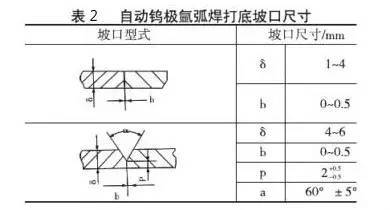
手工钨极氩弧焊打底坡口尺寸见表1,自动钨极氩弧焊打底坡口尺寸见表2。坡口一般采用机械方法加工。焊接前应将坡口及两侧表面各10~15mm的范围清理干净,直至露出金属光泽。
三、焊接参数的选择
通常情况下,手工钨极氩弧焊氩气流量为6~10L/min,自动钨极氩弧焊为8~12L/min。焊接电源采用直流正接。电弧长度应保持2~3mm。在焊件厚度为3~6mm时,手工钨极氩弧焊钨极直径为2.5~4mm,填充焊丝直径为2.5~3mm;自动钨极氩弧焊钨极直径为4~5mm。钨棒的端部均应磨成圆锥形,锥角为30°~50°,端头要留有Φ0.8mm的平面。一般手工钨极氩弧焊钨极伸出喷嘴的长度为4~6mm,自动钨极氩弧焊为2.0~3.5mm。表3是手工钨极氩弧焊焊接锅炉管道及集箱的参数。

四、操作技术
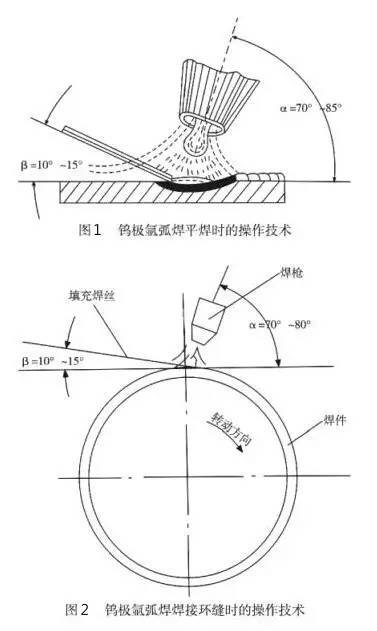
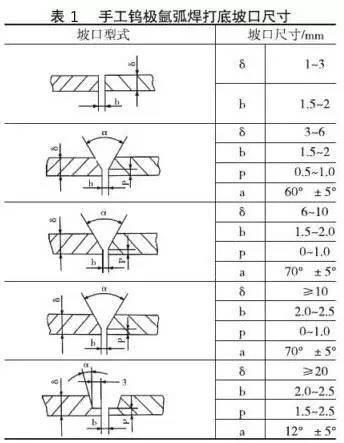
当进行对接缝或搭接缝平焊时,焊枪、填充焊丝与焊件之间的相对位置见图1。一般都采用左焊法。当进行管子和筒形焊件的对接或搭接环形焊缝焊接时,焊枪、填充焊丝与焊件之间的相对位置见图2。焊丝应均匀缓慢地向熔池前沿给送,其速度必须与焊接速度匹配,还要注意切勿与钨极接触,以免造成钨极污染。焊丝端部应始终处于氩气的保护范围内,以免焊丝加热端被氧化。焊接结束时,应延时停气,焊接电源逐渐衰减。当焊缝中断再度起焊时,起焊焊缝要与原焊缝重叠8~10mm。