D707电焊条A302不锈钢电焊条
2025-03-12


D707电焊条A302不锈钢电焊条
 D707电焊条 A302不锈钢电焊条
D707电焊条 A302不锈钢电焊条 郑州市电焊条厂是机械部定点生产电焊条的企业,系中国电焊条公司成员厂之一。由该厂新研制的d707电焊条(堆焊焊条)是采用碳钢焊芯和低氢钠型药皮新配方,经过药皮中碳化钨合金过渡,可使堆焊金属含钨量达到40~50%,堆焊层的金属组织为弥散分布着碳化钨的马氏体合金,具有硬度高(rc≥60)、抗高温和抗高应力等特性。产品主要用于混凝土搅拌
编辑推荐下载
格式:pdf
大小:96KB
页数:9P
人气:99
 4.5
4.5
a032不锈钢电焊条 符合gbe317mocul-16 说明:a032是钛钙型药皮的超低碳cr19ni13mo2cu不锈钢焊条,具有良好的耐热、耐腐 蚀及抗裂、抗气孔性能,有优良的焊接工艺性能。可交直流两用。用途:由于焊缝中含有m o和cu,在硫酸介质中具有较高的抗腐蚀性能,用于焊接合成纤维等设备在稀、中浓度硫 酸介质中工作的同类型低碳不锈钢结构,也可焊接cr10si3耐酸钢。 熔敷金属化学成分(%)化学成分cmnsispcunimocr 保证值≤0.040.5~2.5≤0.90≤0.030≤0.035≤2.012.0~14.02.00~2.5018.0~21.0 熔敷金属力学性能试验项目σb(mpa)δ5(%) 保证值≥540≥25 参考电流(ac、dc+)焊条直径(mm)φ2.0φ2.5
格式:pdf
大小:145KB
页数:1P
人气:99
4.7
“702”高强马氏体不锈钢电焊条的研制 本文叙述了“702”焊条研制的理论依据,介绍了“702”焊条研制的全过程:焊芯合金成分的确定,药皮渣系的选择以及药皮中某些合金元素ni、mn、nb、v对焊缝性能的影响。分析了“702”焊条的全面性能和焊缝的显微组织。推荐了用于00cr_(13)ni_6monb马氏体时效不锈
热门文档 D707电焊条A302不锈钢电焊条
格式:pdf
大小:127KB
页数:8P
人气:99
4.7
电焊条 目录 作用 常用型号 分类 存放处理 作用 电焊条 焊条由焊芯及药皮两部分构成。焊条是在金属焊芯外将涂料(药皮)均匀、向心 地压涂在焊芯上。焊条种类不同,焊芯也不同。焊芯即焊条的金属芯,为了保证 焊缝的质量与性能,对焊芯中各金属元素的含量都有严格的规定,特别是对有害 杂质(如硫、磷等)的含量,应有严格的限制,优于母材。焊条中被药皮包覆的 金属芯称为焊芯。焊芯一般是一根具有一定长度及直径的钢丝。焊接时,焊芯有 两个作用:一是传导焊接电流,产生电弧把电能转换成热能,二是焊芯本身熔化 作为填充金属与液体母材金属熔合形成焊缝。 压涂在焊芯表面的涂层称为药皮。焊条的药皮在焊接过程中起着极为重要的作 用。若采用无药皮的光焊条焊接,则在焊接过程中,空气中的氧和氮会大量侵入 熔化金属,将金属铁和有益元素碳、硅、锰等氧化和氮化形成各种氧化物和氮化 物,并残留在焊缝中,造成焊缝
格式:pdf
大小:766KB
页数:17P
人气:99
4.4
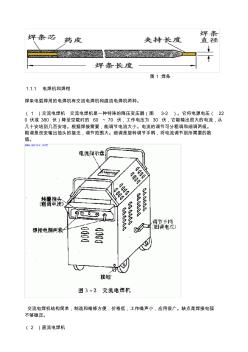
图1焊条 1.1.1电焊机和焊钳 焊条电弧焊用的电焊机有交流电焊机和直流电焊机两种。 (1)交流电焊机交流电焊机是一种特殊的降压变压器(图3-2)。它将电源电压(22 0伏或380伏)降至空载时的60~70伏,工作电压为30伏,它能输出很大的电流,从 几十安培到几百安培。根据焊接需要,能调节电流大小。电流的调节可分粗调和细调两级。 粗调是改变输出抽头的接法,调节范围大。细调是旋转调节手柄,将电流调节到所需要的数 值。 交流电焊机结构简单,制造和维修方便,价格低,工作噪声小,应用很广。缺点是焊接电弧 不够稳定。 (2)直流电焊机 直流电焊机是由交流电动机和特殊的直流发电机组成的(图3-3)。电动机带动发电机旋转, 发出满足焊接要求的直流电,其空载电压约为50~80伏,工作电压为30伏。电流调节 范围为45~3
格式:pdf
大小:89KB
页数:11P
人气:99
4.7

曲周县二手电焊条设备调剂中心 1 1 一月二月三月 产品名称数量金额利润产品名称数量金额利润产品名称数量金额利润 合计合计合计 四月五月六月 产品名称 数 量 金 额 利 润 产品名称 数 量 金 额 利 润 产品名称 数 量 金 额 利 润 合计合计合计 电焊条辅料(无机矿石类) 一、无机矿石类 1、大理石:大理石又称云石,是重结晶的石灰岩,主要成分是caco3。大 曲周县二手电焊条设备调剂中心 2 理石是以大理岩为代表的一类岩石,包括碳酸盐岩和有关的变质岩,相对花岗石 来说一般质地较软。常见岩石有大理岩、石灰岩、白云岩、夕卡岩等。大理石粉 通常用作填料,还广泛用于人造地砖、橡胶、塑料、造纸、涂料、油漆、油墨、 电缆、建筑用品、食品、医药、纺织、饲料、牙膏等日用化工行业,作填充剂起 到增加产品的体积,降低生
格式:pdf
大小:91KB
页数:14P
人气:99
4.6
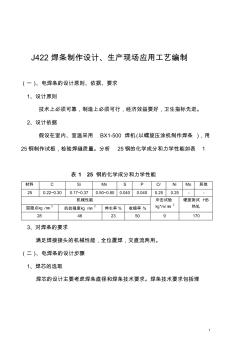
1 j422焊条制作设计、生产现场应用工艺编制 (一)、电焊条的设计原则、依据、要求 1、设计原则 技术上必须可靠,制造上必须可行,经济效益要好,卫生指标先进。 2、设计依据 假设在室内、室温采用bx1-500焊机(以螺旋压涂机制作焊条),用 25钢制作试板,检验焊缝质量。分析25钢的化学成分和力学性能如表1 表125钢的化学成分和力学性能 材料csimnspcrnimo其他 250.22~0.300.17~0.370.50~0.800.0400.0400.250.25-- 机械性能冲击试验 ㎏*m/㎜2 硬度测试hb 热轧屈服点㎏/㎜2抗拉强度㎏/㎜2伸长率%收缩率% 284623509170 3、对焊条的要求 满足焊接接头的机械性能,全位置焊,交直流两用。 (二)、电焊条的设计步骤 1、焊
精华文档 D707电焊条A302不锈钢电焊条
格式:pdf
大小:80KB
页数:14P
人气:99
4.6
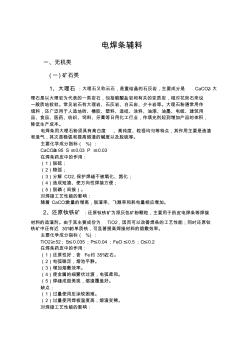
电焊条辅料 一、无机类 (一)矿石类 1、大理石:大理石又称云石,是重结晶的石灰岩,主要成分是caco3。大 理石是以大理岩为代表的一类岩石,包括碳酸盐岩和有关的变质岩,相对花岗石来说 一般质地较软。常见岩石有大理岩、石灰岩、白云岩、夕卡岩等。大理石粉通常用作 填料,还广泛用于人造地砖、橡胶、塑料、造纸、涂料、油漆、油墨、电缆、建筑用 品、食品、医药、纺织、饲料、牙膏等日用化工行业,作填充剂起到增加产品的体积, 降低生产成本。 电焊条用大理石粉须具有高白度、高纯度、粒径均匀等特点,其作用主要是造渣 和造气,其次是稳弧和提高熔渣的碱度以及脱硫等。 主要化学成分指标(%): caco3≥95s≤0.03p≤0.03 在焊条药皮中的作用: (1)脱硫; (2)稳弧; (3)分解co2,保护焊缝不被氧化、氮化; (4)造成短渣、使方向性焊接方便; (5)脱磷(间接)。 对焊
格式:pdf
大小:474KB
页数:6P
人气:99
4.6
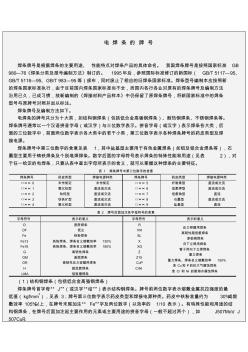
电焊条的牌号 焊条牌号是根据焊条的主要用途、性能特点对焊条产品的具体命名。我国焊条牌号是按照国家标准gb 980—76《焊条分类及型号编制方法》制订的。1995年后,参照国际标准修订的新国标(gb/t5117—95、 gb/t5118—95、gb/t983—95等)颁布,同时废止了相应的旧焊条国家标准。焊条型号编制本应按照新 的焊条国家标准执行,由于目前国内焊条国家标准尚不全,而国内各行各业对原有的焊条牌号及编制方法 沿用已久,已成习惯,故新编制的《焊接材料产品样本》中仍保留了原焊条牌号,将新国家标准中的焊条 型号与原牌号对照并加以标注。 焊条牌号及编制方法如下。 电焊条的牌号共分为十大类,如结构钢焊条(包括低合金高强钢焊条)、耐热钢焊条、不锈钢焊条等。 焊条牌号通常以一个汉语拼音字母(或汉字)与三位数字表示。拼音字母(或汉字)表示焊条各大类,后 面的三位数字中
格式:pdf
大小:108KB
页数:1P
人气:99
4.5
T422低碳钢电焊条 我厂生产φ4和φ3.2两种规格低碳钢焊条。这种焊条焊接工艺性能良好,焊缝成型美观,可以全位置焊接,亦可用于焊接较重要的低碳钢结构。经试用机械性能良好。
格式:pdf
大小:37KB
页数:2P
人气:99
4.4
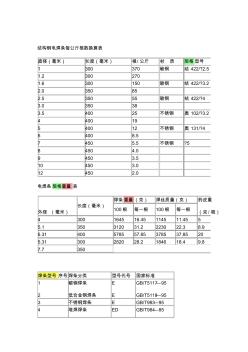
结构钢电焊条每公斤根数换算表 直径(毫米)长度(毫米)根/公斤材质规格型号 1300370碳钢结422/?2.5 1.2300270 1.6300150碳钢结422/?3.2 2.035085 2.535055碳钢结422/?4 3.035038 3.540025不锈钢奥102/?3.2 440019 540012不锈钢奥131/?4 64008.5 74505.5不锈钢?5 84504.0 94503.5 104503.0 124502.0 电焊条规格重量表 外径(毫米) 长度(毫米) 焊条重量(克)焊丝质量(克)药皮重 (克/根)100根每一根100根每一根 4300164516.45114511.455 5.1350312031
最新文档 D707电焊条A302不锈钢电焊条
格式:pdf
大小:138KB
页数:1P
人气:99
4.5
耐磨堆焊电焊条 产品概述:edzcr-c-00系列为高硬度,抗磨损的专用焊条,适用于无冲击负荷的工件,如:砖机螺旋绞刀,压泥刀板,搅拌机叶片,水泥厂风机叶片,水泥立窑卸料装置(塔盘、塔尖),矿渣破碎机易损件(如
格式:pdf
大小:1.0MB
页数:4P
人气:99
4.6
颗粒度对E4303电焊条性能影响 以e4303电焊条药皮配方中中碳锰铁合金为研究对象,取三种不同颗粒度的中碳锰铁制备e4303电焊条。对制备的电焊条分别进行了主要焊接工艺性能测试、熔敷金属的微观组织观察、熔敷金属化学成分分析和熔敷金属冲击性能试验。结果表明,加入纳米级中碳锰铁的电焊条电弧稳定性优良;纳米颗粒增加了晶粒形核的核心,起到了细化晶粒的作用;纳米颗粒烧损严重,减弱了中碳锰铁合金的脱氧、脱硫和渗合金效果,使熔敷金属内产生弥散氧化夹渣,导致冲击韧性降低。
格式:pdf
大小:94KB
页数:2P
人气:99
3

j427gr电焊条的研究——采用正变设计和方差分析的方法.通过适当提高熔渣的碱度,控制熔敷金属中台金元素的台量及配比,加^微量元素,成功研究出熔敷金属扩散氢古量低、塑性和低温韧性高、焊接工艺性能好的~27gr电焊条;适用于焊接对低温冲击韧性要求高的重要焊...
格式:pdf
大小:180KB
页数:3P
人气:99
4.8
E347L-16和E309L-16超低碳不锈钢电焊条研制 针对国产焊条在碳的控制和工艺性能上的不足,通过改进的配方设计研制了e347l-16、e309l-16两种超低碳不锈钢焊条。通过试验发现,新研制的焊条碳含量与进口焊条相当,其它化学的成份均符合标准要求,适用于相同系列的不锈钢及异种钢焊接。
格式:pdf
大小:116KB
页数:未知
人气:99
4.5
耐磨堆焊电焊条 产品概述:edzcr—c—00系列为高硬度。抗磨损的专用焊条,适用于无冲击负荷的工件,如:砖机螺旋绞刀,压泥刀板,搅拌机叶片,水泥厂风机叶片,水泥:立窑卸料装置(塔盘、塔尖),矿渣破碎机易损件(如锤盘、反击板),木炭机推进器,等零件的硬化,强化和修复。除对机械设备磨损后的堆焊修补外,还应在设备磨损前做预防性硬而堆焊,可使设备的使用寿命延长3—8倍。

格式:pdf
大小:6KB
页数:3P
人气:99
4.5

电焊条规格 天津大桥焊条厂销售部,j506大桥焊条,thj506大桥牌电焊条,e5016大桥焊条,管道焊条 天津大桥焊条厂主要生产:耐磨焊条,不锈钢焊条,铸铁焊条,耐热钢焊条,钴基焊条,银焊条,气焊 条,铜焊条,铝焊条,焊丝等各种焊接材料焊条。 天津大桥焊条厂销售部,大桥焊条厂生产: 堆焊焊条:d102d106d107d112d212d256d307d337d507mod547mod707 d802d812d842 不锈钢焊条:a102a107a132a202a137a212a302a307a312a402a407a502 a507a607a707a802 铸铁焊条:z100z116z117z122fez208z238z248z258z268z308z408z438
格式:pdf
大小:21KB
页数:2P
人气:99
4.7

常用几种电焊条部分参数 j422是钛钙型药皮的碳钢焊条。具有优良的焊接工艺性能,电弧稳定,焊道美观,飞溅小,交 直流两用,可进行全位置焊接。 用于焊接较重要的低碳钢结构和强度等级低的低合金钢,如q235等。 x射线探伤要求:ⅱ级 焊接时参考电流:ac或dc(注:d在此表示低电压) 焊条直径(mm)2.02.53.24.05.0 焊接电流(a)40~7060~10090~150130~210180~270 j427是低氢钠型药皮的碳钢焊条。采用直流反接,可进行全位置焊接,具有优良的塑性、韧性、 抗裂性。 用于焊接重要的低碳钢和低合金钢结构。 x射线探伤要求:ⅰ级 焊接时参考电流:dc+ 焊条直径(mm)2.53.24.05.0 焊接电流(a)60~9090~130130~180180~230 j507r是低氢钠型药
文辑创建者
我要分享 >
职位:建筑环境与设备工程
擅长专业:土建 安装 装饰 市政 园林