钣金工程师手册
2024-05-30
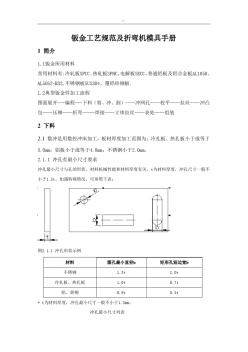
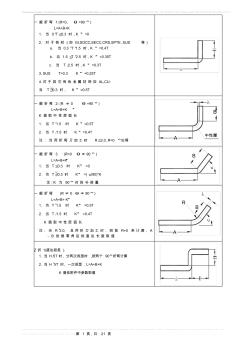
钣金工艺手册 版权所有翻录必究 第 1頁,共 23 頁 一 般 折 弯 1:(R=0, θ =90 ° ) L=A+B+K 1. 当 0 T 0.3 时 , K ’ =0 2. 对 于 铁 材 :( 如 GI,SGCC,SECC,CRS,SPTE, SUS 等 ) a. 当 0.3 T 1.5 时 , K ’ =0.4T b. 当 1.5 T 2.5 时 , K ’ =0.35T c. 当 T 2.5 时 , K ’ =0.3T 3. SUS T>0.3 K’ =0.25T 4.对 于 其 它 有 色 金 属 材 料 如 AL,CU: 当 T 0.3 时 , K’ =0.5T 一 般 折 弯 2: (R ≠ 0 θ =90 ° ) L=A+B+K ’ K 值 取 中 性 层 弧 长 1. 当 T 1.5 时 K’ =0.5T 2. 当 T 1.5 时 K’ =0.4T
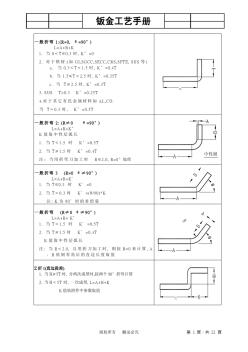

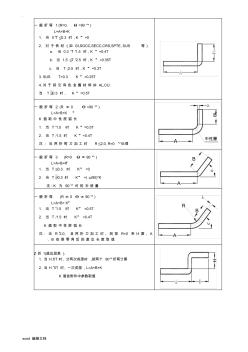
. word编辑文档 一般折弯1:(r=0,θ=90°) l=a+b+k 1.当0t0.3时,k’=0 2.对于铁材:(如gi,sgcc,secc,crs,spte,sus等) a.当0.3t1.5时,k’=0.4t b.当1.5t2.5时,k’=0.35t c.当t2.5时,k’=0.3t 3.sust>0.3k’=0.25t 4.对于其它有色金属材料如al,cu: 当t0.3时,k’=0.5t 一般折弯2:(r≠0θ=90°) l=a+b+k’ k值取中性层弧长 1.当t1.5时k’=0.5t 2.当t1.5时k’=0.4t 注:当用折弯刀
编辑推荐下载
格式:pdf
大小:32KB
页数:1P
人气:70
 4.8
4.8
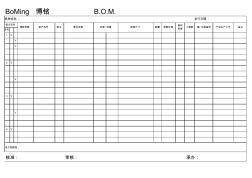
序号 1v v v 2v v 3v v 4v 审核:承办: boming博铭b.o.m. 电子档路径: 机种名称:发行日期: 物料 来源 工程数产品生产工艺备注模/治具编号零件名稱材質/料厚 核准: 数量表面处理规格尺寸 组立项目 博哲料號客户料号版本
格式:pdf
大小:15KB
页数:5P
人气:70
4.4
广州钣金加工最全钣金工艺流程介绍 本文原创来自广州鸣冠钣金加工厂, 钣金加工技术流程 跟着当今社会的开展,钣金业也随之迅速开展,如今钣金涉及到各行各业,关于任何一个钣 金件来说,它都有必定的加工进程,也即是所谓的技术流程,要知道钣金加工流程,首要要 知道钣金资料的选用。 一、 资料的选用,钣金加通常用到的资料有冷轧板(spcc)、热轧板(shcc)、镀锌板(secc、sgcc), 铜(cu)黄铜、紫铜、铍铜,铝板(6061、6063、硬铝等),铝型材,不锈钢(镜面、拉丝 面、雾面),依据商品效果不相同,选用资料不相同,通常需从商品其用处及本钱上来思考。 1.冷轧板spcc,首要用电镀和烤漆件,本钱低,易成型,资料厚度≤3.2mm。 2.热轧板shcc,资料t≥3.0mm,也是用电镀,烤漆件,本钱低,但难成型,首要用平板件。 3.镀锌板secc、sgcc。
热门文档 钣金工程师手册
格式:pdf
大小:323KB
页数:8P
人气:70
4.6
钣金工程图纸绘制规范 1.0目的: 1、检查和校核由ap100、solidworks或autocad所制作展开图的正确性和有无 错误。 2、使工程图纸更有效指导生产,方便生产加工提高产品质量。 3、使工程图纸绘制规范化、专用术语使用一致性,达到展开图绘制的快速统一。 2.0范围: 钣金图纸展开绘制 3.0权责: 钣金展开工程图由工艺工程师绘制,展开图制作人不得与图纸展开人为同一人, 在绘制展开时同时负责校对及审核图纸零件展开尺寸、各种孔位、也径和各种落 料尺寸的正确性。 4.0定义: 钣金展开工程图简称为“展开图”,以下均称为“展开图”,它能正确反映零件 实际下料尺寸,同时能反映所有与其相关的标准件及其规格要求等要素的生产制 程图面。 5.0资料来源: 根据加工落料需要由ap100、solidworks或autocad制作的展开图。 6.0内容: 6.1
格式:pdf
大小:55KB
页数:10P
人气:70
4.3
______________________________________________________________________________________________________________ -可编辑修改- 钣金工艺流程 汽车车身表面操作的钣金修复一般要经过几个过 程。首先,对送修车辆进行检查,确定其车身结构类 型,然后根据受损部位的情况确定修复方式,最后, 按要求对不同的部位安排合理的修理工艺。 一、根据车身结构确定修理工艺 1、车身校正固定,对于车身的拔拉索引校正,必 须保证车身固定,否则,在拉力作用下会产生 整体位移,达不到索引校正的目的。 2、车身校正程序 了解设备的性能及安全使用措施 对车身损伤作出分析判断,确定牵拉方案 初步校正基础的固定点 修正定位点,检查校正效果,按计划牵拉校正 3、在进行牵拉校正之前,应对车身内部和外部进 行如下保
格式:pdf
大小:77KB
页数:5P
人气:70
4.4
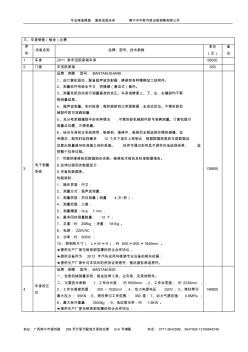
专业铸造辉煌服务成就未来南宁市中联汽保设备销售有限公司 地址:广西南宁市望州路298号万里汽配城万里综合楼b-8号铺面电话:0771-5642898、5647959137688487461 三、车身修复(钣金)比赛 序 号 设备名称品牌、型号、技术参数 单价 (元) 备 注 1车身2011款丰田凯美瑞车身56000 2门板丰田凯美瑞650 3 电子测量 系统 品牌:奔腾型号:bantam-shark 1、由计算机驱动,配备超声波发射器,横梁和各种精确加工的附件。 2、测量软件系统全中文,快捷键(傻瓜式)操作。 3、测量系统自动进行测量基准的找正。车身或横梁上、下、左、右偏斜均不影 响测量结果。 4、超声波测量。实时检测,每秒刷新四次界面数据,全自动定位。不需拆卸机 械部件即可准确测量. 5、充分考虑碰撞损坏的各种情况,不需拆卸机械部件即
格式:pdf
大小:2.2MB
页数:55P
人气:70
4.8
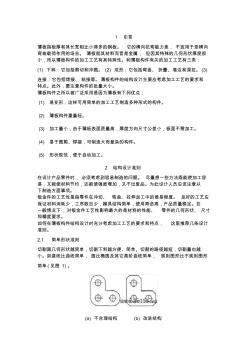
1引言 薄板指板厚和其长宽相比小得多的钢板。它的横向抗弯能力差,不宜用于受横向 弯曲载荷作用的场合。薄板就其材料而言是金属,但因其特殊的几何形状厚度很 小,所以薄板构件的加工工艺有其特殊性。和薄板构件有关的加工工艺有三类: (1)下料:它包括剪切和冲裁。(2)成形:它包括弯曲、折叠、卷边和深拉。(3) 连接:它包括焊接、粘接等。薄板构件的结构设计主要应考虑加工工艺的要求和 特点。此外,要注意构件的批量大小。 薄板构件之所以被广泛采用是因为薄板有下列优点: (1)易变形,这样可用简单的加工工艺制造多种形式的构件。 (2)薄板构件重量轻。 (3)加工量小,由于薄板表面质量高,厚度方向尺寸公差小,板面不需加工。 (4)易于裁剪、焊接,可制造大而复杂的构件。 (5)形状规范,便于自动加工。 2结构设计准则 在设计产品零件时,必须考虑到容易制造的问题。
精华文档 钣金工程师手册
格式:pdf
大小:1.3MB
页数:14P
人气:70
4.6
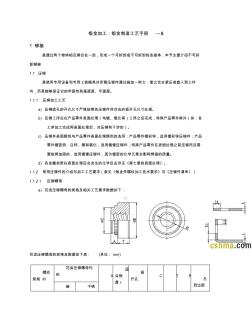
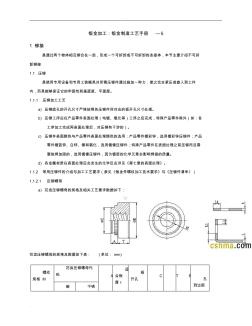
钣金加工:钣金制造工艺手册—5 1铆接 是通过两个物体相互铆合在一起,形成一个可拆卸或不可拆卸的连接体,本节主要介绍不可拆 卸铆接 1.1压铆 是使用专用设备和专用工装模具对所需压铆件通过施加一种力,使之完全紧压或嵌入到工件 内,而具能够保证它的牢固性和垂直度、平面度。 1.1.1压铆加工工艺 a)压铆底孔的开孔尺寸严格按照各压铆件所对应的板开孔尺寸处理。 b)压铆工序应在产品零件表面处理(电镀、氧化等)工序之后完成,特殊产品零件除外(如:各 工序加工完成再表面处理后,对压铆有干涉的)。 c)压铆件表面颜色与产品零件表面处理颜色的选用:产品零件镀彩锌,选用镀彩锌压铆件;产品 零件镀蓝锌、白锌、镍和氧化,选用镀镍压铆件;特殊产品零件在表面处理之前压铆而且需 要烧焊加固的,选用镀镍压铆件,因为镀层的化学元素会影响焊接的质量。 d)各金属材质在表面处理后会发生的化学反应详见《第七
格式:pdf
大小:1.3MB
页数:14P
人气:70
4.5
. . 钣金加工:钣金制造工艺手册—5 1铆接 是通过两个物体相互铆合在一起,形成一个可拆卸或不可拆卸的连接体,本节主要介绍不可拆 卸铆接 1.1压铆 是使用专用设备和专用工装模具对所需压铆件通过施加一种力,使之完全紧压或嵌入到工件 内,而具能够保证它的牢固性和垂直度、平面度。 1.1.1压铆加工工艺 a)压铆底孔的开孔尺寸严格按照各压铆件所对应的板开孔尺寸处理。 b)压铆工序应在产品零件表面处理(电镀、氧化等)工序之后完成,特殊产品零件除外(如:各 工序加工完成再表面处理后,对压铆有干涉的)。 c)压铆件表面颜色与产品零件表面处理颜色的选用:产品零件镀彩锌,选用镀彩锌压铆件;产品 零件镀蓝锌、白锌、镍和氧化,选用镀镍压铆件;特殊产品零件在表面处理之前压铆而且需 要烧焊加固的,选用镀镍压铆件,因为镀层的化学元素会影响焊接的质量。 d)各金属材质在表面处理后会发生的化学反
格式:pdf
大小:750KB
页数:21P
人气:70
4.8
wewillcontinuetoimprovethecompany'sinternalcontrolsystem,andsteadyimprovementinabilitytomanageandcontrol,optimizebusinessprocesses,toensuresmoothprocesses,responsibilitiesinplace;tofurtherstrengtheninternalcontrols,playacontrolpostindependentoversightroleofevaluationcomplyingwiththird-partyresponsibility;toactivelymakeuse

格式:pdf
大小:519KB
页数:3P
人气:70
4.3

caxa制造工程师不具备钣金件放样模块,不能直接进行扳金件放样设计。为了对钣金件放样的规律进行分析,可采用caxa制造工程师曲面造型的基本功能完成钣金件放样设计的方法,扩大caxa制造工程师的使用范围。本文以"天圆地方"变形接头为例,详细说明了利用caxa制造工程师进行钣金件放样设计的方法。
最新文档 钣金工程师手册
格式:pdf
大小:7.2MB
页数:32P
人气:70
4.6

以客户成功为己任,专注行业管理之道! 地址:北京市丰台区富丰路4号工商联大厦b座7层702-704100070电话:010-88370110 工程造价咨询企业管理信息系统 (造价工程师) 用户手册 北京华建互联科技发展有限公司 二○○六年六月 造价工程师管理信息系统用户手册华建互联 2 目录 第一章造价工程师初始注册申请.................................................................................................3 1.1基本信息.....................................................................................................................
格式:pdf
大小:155KB
页数:2P
人气:70
4.5

矿井提升与运输 煤矿总工程师技术手册 作者:袁亮 出版社:煤炭工业出版社 原价:780.00元优惠价:580元 规格:16开精装三册 出版时间:2010-10 内容介绍: 《煤矿总工程师技术手册》是在国家安监总局、 国家煤矿安监局领导下,由国家安监总局信息研 究院和煤炭工业出版社组织全国煤炭行业众多大 中型企业、高等院校、科研院所的200余名院士、 教授、总工程师和技术专家,历时5年、召开10余 次全国性编审会议、数易其稿精心编写而成的一 部指导煤矿总工程师、副总工程师处理日常技术 问题和进行重大技术方案决策的大型工具书,是 煤炭行业集体智慧的结晶。本书内容紧紧围绕煤 炭生产(包括煤炭洗选)这一中心环节展开,以 煤矿生产技术为主线,以实用技术为知识单元, 以技术的性质、类别、作用为依据划分篇、章、 节,内容涵盖煤矿总工程师技术工作的全部方 面: 内容介绍: 第1篇煤矿总
格式:pdf
大小:7.6MB
页数:84P
人气:70
4.4

foxconn富金精密工业(深圳)有限公司nwe产品事业处 系统名称system主题subject:钣金制造技术手册page1ofxrev00 1 钣金制造技术手册 foxconn富金精密工业(深圳)有限公司nwe产品事业处 系统名称system主题subject:钣金制造技术手册page2ofxrev00 1 content目录: 前言 1第一章﹕下料 1.1laser 1.1.1laser机床加工原理 1.1.2laser加工工艺 1.2nct 1.2.1机床介绍 1.2.2机床加工参数 1.2.3常见加工方式 1.2.4nct加工工艺 1.3线切割 1.4剪床下料 2第二章﹕成型 2.1半剪 2.2抽桥 2.3色拉孔 2.4抽孔&抽芽 2.5垫角 3第三章﹕折床 4第四章﹕
格式:pdf
大小:3.5MB
页数:75P
人气:70
4.7

钣金件结构设计工艺手册 目录 1第一章钣金零件设计工艺1 1.1钣金材料的选材1 1.1.1钣金材料的选材原则1 1.1.2几种常用的板材1 1.1.3材料对钣金加工工艺的影响3 1.2冲孔和落料:5 1.2.1冲孔和落料的常用方式5 1.2.2冲孔落料的工艺性设计9 1.3钣金件的折弯13 1.3.1模具折弯:13 1.3.2折弯机折弯14 1.4钣金件上的螺母、螺钉的结构形式26 1.4.1铆接螺母26 1.4.2凸焊螺母29 1.4.3翻孔攻丝30 1.4.4涨铆螺母、压铆螺母、拉铆、翻孔攻丝的比较31 1.5钣金拉伸32 1.5.1常见拉伸的形式和设计注意事项32 1.5.2打凸的工艺尺寸33 1.5.3局部沉凹与压线33 1.5.4加强筋34 1.6
格式:pdf
大小:205KB
页数:38P
人气:70
4.3
常用建筑五金工具手册 前言 进入21世纪后随着我国进出口贸易的不断增长以及自身 需求的不断增加我国建筑材料工业获得了迅猛的发展建筑五 金产品作为建材工业的重要组成部分同样取得了长足的发展 近年来我国建筑五金行业的结构已发生了深刻的变化实 现了由低小散弱向高精尖的迈进呈现出产 品更新快规格多技术含量高的特点为了方便建筑设计施 工人员以及产品设计生产管理销售选购人员等阅读和参 考本手册参照现行相关国家标准行业规范及有关企业的内部 资料比较系统全面地介绍了常用建筑五金产品的名称外形 规格结构性能和有关技术参数等 本手册是一本实用性可操作性极强的工具书内容新颖 数据权威图表结合 本手册由赵海风任主编张爱国任副主编其中第1章由李 栋张晓兰王俊郝建东编写第2章由文仁海黄泰宏江 东红魏非编写第3章由李艳红孙小欧谢骏达编写第4 章由王有有王艳艳编写第5章由吴传红编写第6章由许达 张一编写第7章由张义
格式:pdf
大小:329KB
页数:未知
人气:70
4.8
 公司举行首次钣金工、油漆工技能竞赛
公司举行首次钣金工、油漆工技能竞赛 10月28日.公司举行了建党90周年无锡公交2011年职工技能竞赛系列活动之一——钣金工、油漆工技能竞赛。这是在公司职丁职业技能竞赛中,首次没置的钣金工、油漆工两工种比赛。各分公司的10名钣金工、10名漆工参加了本次竞赛。
格式:pdf
大小:175KB
页数:未知
人气:70
4.4
冶金工程专业卓越工程师教育培养学生工程能力的实践教学改革 文章针对工科院校工艺类专业大学生缺乏工程能力现状,从专业实践教学改革的角度,以冶金工程专业实践教学体系改革为例,提出了贯穿工程素质能力的冶金工程专业实验教学的改革思路,即通过改革实验教学体系、建设实践教学平台、建立产学研实验教学模式提高学生的工程实践能力,改革取得了良好的效果。
格式:pdf
大小:463KB
页数:26P
人气:70
4.6
换掉糟糕的系统,精彩立即体验! 第1页/共26页 实施工程师工作手册 换掉糟糕的系统,精彩立即体验! 第2页/共26页 目录 一、出差安排...............................................................................................................................................3 二、实施准备阶段.......................................................................................................................................3 三、项目实施阶段.............
格式:pdf
大小:523KB
页数:59P
人气:70
4.8

目录 1排版6 2注释11 3标识符命名18 4可读性20 5变量、结构22 6函数、过程28 7可测性36 8程序效率40 9质量保证44 10代码编辑、编译、审查50 11代码测试、维护52 12宏53 软件编程规范总则1排版 仅供内部使用2 1排版 11-1:程序块要采用缩进风格编写,缩进的空格数为4个。 说明:对于由开发工具自动生成的代码可以有不一致。 11-2:相对独立的程序块之间、变量说明之后必须加空行。 示例:如下例子不符合规范。 if(!valid_ni(ni)) { ...//programcode } repssn_ind=ssn_data[index].repssn_index; repssn_ni=ssn_data[index].ni; 应如
文辑创建者
我要分享 >
职位:建筑环境与设备工程
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐