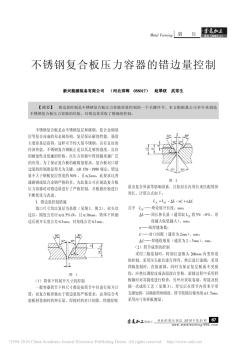
不锈钢复合板压力容器错边量控制
2024-09-20

不锈钢复合板压力容器的错边量控制_赵翠钗
 浅析不锈钢复合板压力容器的设计制造技术
浅析不锈钢复合板压力容器的设计制造技术 不锈钢复合板压力容器在设计制造中涉及到很多种技术,并且它对技术水平的要求比较高。在不锈钢复合板压力容器的制造过程中存在许多影响制造质量的因素,要想设计制造出高质量的压力容器,就必须完善设计标准和制造过程。本文主要介绍在设计制造不锈钢复合板压力容器时,所应用到的技术和设计制造过程中需注意的问题,希望对不锈钢复合板压力容器的制造有所帮助。
编辑推荐下载
格式:pdf
大小:691KB
页数:3P
人气:76
 4.4
4.4
特厚不锈钢复合板压力容器制造技术 以特厚不锈钢复合板(316l+sa516gr70)容器筒体为例,针对卷焊制造过程中钢板下料尺寸确定、避免复层(316l不锈钢)受铁素体污染、控制滚卷次数避免加工硬化引起裂纹缺陷、控制筒体纵缝焊接顺序和异种钢过渡焊接等5个方面进行论述并提出解决办法,实现特厚复合板容器筒体卷焊制造。
格式:pdf
大小:815KB
页数:5P
人气:76
4.7
不锈钢复合板压力容器设计制造技术探讨 不锈钢复合板容器在设计、制造等方面有别于一般的碳钢、低合金钢压力容器。文章对不锈钢复合板容器设计、制造过程中的技术要点,如容器壁厚的设计、封头厚度设计、焊接接头设计、无损检测技术等相关问题进行了分析,给出了设计、制造过程中应考虑的一些要点。
热门文档 不锈钢复合板压力容器错边量控制
格式:pdf
大小:205KB
页数:1P
人气:76
4.7
不锈钢复合板压力容器在设计制造中步及到很多种技术,并且它对技术水平的要求比较高。在不锈钢复合板压力容器的制造过程中存在许多影响制造质量的因素,要想设计制造出高质量的压力容器,就必须完善设计标准和制造过程。主要介绍在设计制造不锈钢复合板压力容器时,所应用到的技术和设计制造过程中需注意的问题,希望对不锈钢复合板压力容器的制造有所帮助。
格式:pdf
大小:338KB
页数:2P
人气:76
4.7
不锈钢复合板是通过一定的方式(如爆炸成形、热轧成形等),将不锈钢与碳素钢或低合金钢板结合为一个整体,一般将不锈钢称为复层,而碳素钢或低合金钢称为基层。设计时,由于不锈钢复层只用来抗腐蚀、耐氧化,并未计人强度计算,故复层厚度一般取3mm。由于不锈钢复合板容器在设计与结构上不同于一般单一材质的压力容器,本文拟对不锈钢复合板容器设计、制造过程中的关键技术要点,如壳体壁厚的设计、焊接接头设计、无损检测等相关问题进行分析,以期对不锈钢复合板容器建造有一定的借鉴作用。
格式:pdf
大小:319KB
页数:2P
人气:76
4.6
论不锈钢复合钢板压力容器制造质量控制 由于压力容器所处环境的多样性,因此对制造质量有着很高的技术要求。而作为压力容器制造单位,能够制造出符合国家标准、规程和设计要求的产品,是企业最终的追求。根据制造变换器脱硫塔为实例,来论述采用不锈钢复合板为材料,如何控制提高压力容器制造质量。
格式:pdf
大小:334KB
页数:6P
人气:76
4.4
大型不锈钢复合钢板压力容器的制造质量控制 不锈钢复合钢板由于其低廉的价格和优良的性能,在石化工艺设备中有着越来越广泛的应用,但是对于由不同材质的基层和复层钢板复合而成的双层钢板,如何保证其成型和焊接质量是一项重要的课题。文章通过常压塔的制造,从容器的组装成型和不锈钢复合钢板的焊接两方面论述了不锈钢复合钢板压力容器制造质量的控制方法。
精华文档 不锈钢复合板压力容器错边量控制
格式:pdf
大小:26KB
页数:2P
人气:76
4.3
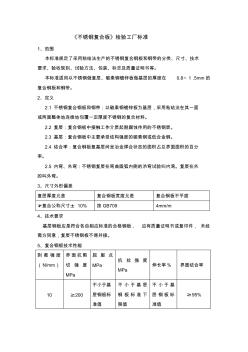
《不锈钢复合板》检验工厂标准 1、范围 本标准规定了采用粘结法生产的不锈钢复合钢板和钢带的分类、尺寸、技术 要求、验收规则、试验方法、包装、标志及质量证明书等。 本标准适用以不锈钢做复层、碳素钢镀锌板做基层的厚度在0.8~1.5mm的 复合钢板和钢带。 2、定义 2.1不锈钢复合钢板和钢带:以碳素钢镀锌板为基层,采用粘结法在其一面 或两面整体地连续地包覆一定厚度不锈钢的复合材料。 2.2复层:复合钢板中接触工作介质起耐腐蚀作用的不锈钢层。 2.3基层:复合钢板中主要承受结构强度的碳素钢或低合金钢。 2.4结合率:复合钢板复基层间呈冶金焊合状态的面积占总界面面积的百分 率。 2.5内弯、外弯:不锈钢复层在弯曲圆弧内侧的冷弯试验叫内湾。复层在外 的叫外弯。 3、尺寸外形偏差 复层厚度允差复合钢板宽度允差复合钢板不平度 ≯复合公称尺寸±10%按gb7094mm/m 4
格式:pdf
大小:52KB
页数:5P
人气:76
4.6
不锈钢复合板的焊接 一、概述 不锈钢复合板是用较薄的不锈钢板(304l、316l、321等) 与较厚的低碳钢板或合金钢板复合而成,复合方法一般采用爆炸 法、轧制法或爆炸轧制法。不锈钢复材的厚度一般在3-6mm,而 基材的厚度则可能根据需要确定为10以上的任意厚度。目前我 公司所使用的复合板基材的最大厚度为96mm. 由于不锈钢复合板存在珠光体钢与奥氏体钢两种材质,所以 焊接过程中除了考虑到珠光体基材的接头性能和奥氏体复材的 性能要求外,还存在着异种钢的焊接问题。因此在焊接不锈钢复 合板的过程中同时具有珠光体钢、奥氏体钢和异种钢的焊接特 点,并且由于特殊的用途及散热情况和应力状态的影响复合板的 焊接还具有他自己的特点。 不锈钢复合板产品有两种强度计算方式,一种是只计算基材 的强度而复材仅考虑其抗腐蚀或抗氧化性能,另一种是基材和复 材都参与强度计算。后者对焊接提出了更高的要求
格式:pdf
大小:38KB
页数:3P
人气:76
4.8
常松《不锈钢复合板》检验标准 1范围 本标准规定了采用粘贴法生产的不锈钢复合钢板和钢带(以下简称“复合板 (带)”)的术语和定义、分类、尺寸、技术要求、验收规则、试验方法、包装、 标志及质量证明书等。 本标准适用于以不锈钢做复层(表层),碳素钢(镀锌板)做基层的复合板 (带)。包括用于制造是有、化工、轻工、海水淡化、核工业的各类压力容器等 结构件的不锈钢复层厚度≥1mm的复合中厚板,以及用于轻工机械、食品、炊具、 建筑、装饰、焊管、铁路客车、医院卫生、环境保护等行业的设备或用具制造需 要的复合厚度≤0.8mm的复合板(带)。 2术语及定义 本标准采用下列术语及定义: 2.1 不锈钢复合钢板和钢带stainlesssteelcladplates,sheetsandstrips 以碳素钢(镀锌板)为基层,采用粘贴法,在其一面整体连续地包裹一定厚 度不锈钢的复
格式:pdf
大小:10KB
页数:1P
人气:76
4.6
常州辛普森钢业有限公司—双金属复合板,不锈钢复合板厂家,不锈钢水箱板,电梯板 不锈钢复合板的优点 来源:常州辛普森钢业有限公司 不锈钢复合板是以碳钢基层与不锈钢覆层结合而成的复合板钢板。它的主要特点是碳钢 和不锈钢形成牢固的冶金结合。可以进行热压、冷弯、切割、焊接等各种加工,有良好的工 艺性能。广泛应用于石化、电力设备、粮食加工、制碱、制硝、制盐、制糖、水利、造纸等 行业。 那么,不锈钢复合板有哪些优点呢? 1、使用不锈钢复合板替代原来的纯不锈钢板,能够降低设备成本,而设备的使用却不 受影响。不锈钢复合板可用于脱硫塔、蒸氨塔、脱苯塔等,成本低,耐腐蚀;以脱苯塔为例, 采用不锈钢复合板代替纯不锈钢板,成本可下降30%以上。 2、不锈钢复合板保留了纯不锈钢的耐腐蚀,耐磨、抗磁的性能以及外表美观的特点, 又兼具有碳钢良好的可焊性、成形性、拉伸性、导热性的特点。可广泛的使用于焦化
格式:pdf
大小:40KB
页数:6P
人气:76
4.7
不锈钢复合板的预热温度和层间温度的差别 不锈钢复合板焊前预热和层间温度的控制对减少裂纹的形成有一定影响。预热温度过高, 会导致不锈钢复合板焊缝的冷却速度变慢,有可能引起焊接接头晶粒边界碳化物的析出和形 成铁素体组织,大大地降低接头的冲击韧性。预热温度过低,则起不到预热的作用,无法防止裂 纹的形成。不锈钢复合板与碳钢焊接的预热温度和层间温度要控制在150~300℃。 不锈钢复合板的焊前准备,不锈钢复合板的切割以及坡口加工尽量采用机械加工方法,切割 面应光滑,采用剪床切割时,复层应朝上。也可以采用等离子切割,切割时复层朝上,严禁将切割 的熔渣落在复层上。 不锈钢复合板坡口加工及检查,坡口形式和尺寸按图纸设计规定,如设计未明确规定的,可参 照图其他选用。坡口选用原则:确保焊接质量填充金属少,熔合比小,便于操作。坡口加工一 般采用机械方法制成。若采用等离子切割,
最新文档 不锈钢复合板压力容器错边量控制
格式:pdf
大小:13KB
页数:1P
人气:76
4.7
不锈钢复合板的优点与应用 一、不锈钢复合板是以不锈钢板为复层,以碳钢板,容器板,低合 金钢等为基层在一面或双面整体地、连续地包覆一定厚度的不锈钢或 铜、钛、铝等的复合材料。广泛应用于石化、电力设备、粮食加工、 制碱、制硝、制盐、制糖、水利、造纸等行业。复层有:304、321、 316l、304l、317l、904l、2205、0cr13al、1cr13、ti、cu、al等。 基层有:q235、q345r、q245r、15crmor等。 二、不锈钢复合板的优点: 1、不锈钢复合板的价格大大低于同规格纯不锈钢材的价格。 2、具有不锈钢的耐腐蚀、耐磨损、高导热等特性。 3、具有碳钢良好的焊接性能、且强度高。 三、不锈钢复合板标准:轧制:gb/t8165--2008,爆炸:nb/t 47002.1—2009。 四、板幅:宽可达3900mm,长可达15000mm。 五、厚度:
格式:pdf
大小:1.1MB
页数:3P
人气:76
4.6
双相不锈钢复合钢板压力容器加工工艺 文章从双相不锈钢复合钢板一级分离器的制造问题入手,制定了设备的工艺方案,并通过详细的方案拟定接管法兰的焊接加工工艺,从保证焊接质量、节约制造成本及简化工艺流程的角度分析并选择适合工艺方案。
格式:pdf
大小:350KB
页数:1P
人气:76
4.8
本文通过对原料聚结器的制作述说来说明asme不锈钢复合板容器的制造工艺的要点,为同行新人们在编制asme复合板容器工艺时提供参考和借鉴。
格式:pdf
大小:213KB
页数:10P
人气:76
4.4
不锈钢复合板的生产工艺及用途 为了更好地能使不同性能的钢材充分发挥其特性,早在8世纪印度发明了大 马士革钢,用于制造锋利无比的刀具,使其在具有较好的韧性和较高的硬度,刀 上可以具有非常锋利的刀锋.而且也非常坚韧而不会折断尖锐而不脆断,这就是 两种不同钢材复合而成的大马士革钢,也是人类历史上最早浇注复合法生产的复 合钢。我国50年代中期用浇注复合法生产复合钢锭再经热轧是,轧制成窄幅钢 板制造农用犁刀和民用厨用刀具。 近几年不锈钢因具有良好的不锈和耐蚀特性而得到广泛应用,但由于不锈钢 中含有高比例的镍铬等稀贵金属而使其价格居高不下。但由于镍价飙升,导致含 镍较高的300系不锈钢价格波动较大,使得不锈钢生产企业不得不加大开发低镍 和无镍不锈钢。即便如此,不锈钢的价格仍然很高,如200系和400系不锈钢的价格 均在每吨价格也在普碳的两倍以上。因此,开发不锈钢的替代产品已经
格式:pdf
大小:213KB
页数:6P
人气:76
4.7
不锈钢复合板的焊接 不锈钢复合板是由复层(不锈钢)和基层(碳钢、低合金钢等)复合轧制而成的双金属, 由复层保证耐蚀性能,强度主要靠基层获得,这样可以节约大量不锈钢,具有良好的经济 价值。不锈钢复合板由于具有良好的综合性能和价格上风,在石油化工、食品产业等领域 得到日益广泛的应用。不锈钢复合板焊接既不同于不锈钢,也不同于碳钢或低合金钢,而 有其特点和难点。 一、不锈钢复合板的焊接特点 从设计角度考虑,不锈钢复合板的基层主要是保证强度,复层主要是保证其耐蚀性能, 中间增加的过渡层只是焊接工艺的需要。为了保证复合钢板不失往其原有的综合性能,需 要对基层和复层分别焊接。除了基层和复层的焊接外,还有过渡层焊接的题目,这是不锈 钢复合板焊接的主要特点。复层焊缝和基层焊缝之问,以及复层焊缝与基层母材交界处宜 采用过渡焊缝。基层和复层的过渡层焊接是不锈钢复合板焊接的关键。 二、不锈钢复合板焊接技术要点 1
格式:pdf
大小:200KB
页数:1P
人气:76
4.5
在用不锈钢复合板压力容器的裂纹修复 本文对一台氯碱化工厂在用的不锈钢复合板材质的压力容器设备出现了放射性裂纹后的焊接修复过程及出现的问题进行研究分析,找到了此类奥氏体不锈钢复合板焊缝裂纹正确的焊接修复措施。
格式:pdf
大小:198KB
页数:未知
人气:76
4.6
不锈钢复合板压力容器的制作要点 近年来,不锈钢复合板压力容器制作得到了业内的广泛关注,研究其相关课题有着重要意义。本文首先介绍了压力容器的结构构造特点,分析了不锈钢复合板压力容器的焊接技术,以及不锈钢复合板压力容器的壁厚设计。在探讨不锈钢复合板压力容器的错边量控制的基础上,结合相关实践经验,就不锈钢复合板封头的设计,以及无损检测展开了研究。
格式:pdf
大小:106KB
页数:1P
人气:76
4.6
压力容器用不锈钢复合板焊接性能探析 压力容器生产过程中,不锈钢复合板是最为常见的材料。不锈钢复合板强度高,具有良好的抗腐蚀性能,并且耐磨损、寿命较长,较奥氏体不锈钢更具优势。然而,不锈钢复合板焊接过程中,由于复合层厚度不均,会导致加工坡口时出现剥离不净的情况,使得焊接缝中的合金元素含量上升。上述情况会造成焊接缝变脆,对焊接质量产生一定程度影响。基于此,本文对压力容器用不锈钢复合板焊接性能进行了分析,并提出了相关观点,以供参考。
格式:pdf
大小:121KB
页数:1P
人气:76
4.6
不锈钢复合板在压力容器焊接方面的讨论 不锈钢复合板在实际生产和制造过程中,焊接是其中最重要的环节之一,其质量将直接关系着设备的使用寿命及其耐腐蚀性和安全性,故对焊接质量进行控制是一个重点问题。文章主要对不锈钢复合板的压力容器焊接技术方面进行了研究。
格式:pdf
大小:74KB
页数:1P
人气:76
4.3
济钢热轧不锈钢复合板取得压力容器用钢板市场通行证 近日,山东钢铁集团济钢热轧不锈钢复合板成功通过全国锅炉压力容器标准化技术委员会的技术评审,标志着该产品取得了压力容器用钢板的市场通行证。目前,国家质检总局特种设备安全技术委员会压力容器分委员会专家组对济钢提交的真空轧制法不锈钢复合板有关技术文件进行了审查。
文辑创建者
我要分享 >
职位:中/高级建筑师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐