不锈钢镜光、拉丝产品检验标准规范
2024-07-06
佛山市顺德区群煜五金有限公司 不锈钢抛光检验标准 1 1.目的 本标准规定了产品的表面分区、抛光后的表面质量要求、降级接收要求和检验方法。 2.范围 本标准适用于点支事业部不锈钢镜光、拉丝产品表面质量的检验。 3.职责 3.1 、品管部 : 负责根据客户的要求、 相关国家标准及抛光能力科学合理制订统一的抛光品质标准并依此进行检 验。 3.2 、生产部 :负责根据品质标准进行生产作业。 4.表面分区 产品在安装之后,按照观察产品的习惯,是否容易观察到产品的表面来区分产品的主要外露面、次要外 露面和不易看见的面。见表 1 表 1 抛光产品表面的分区 表面分区 特点描述 重要度 主要外露面 A 产品安装后最容易看到的表面。 极重要控制面 次要外露面 B 向下的面、 侧面、边位、角位、接合位、 内弯曲位。 重要控制面 不易看到的面 C 产品安装后的隐藏位、遮盖


文件名称 不锈钢产品检验标准文件编号 版次 页次共2页第1页 1.0目的 为了保证满足客户的要求、特制定此标准; 2.0适用范围 本标准适用本公司自制不锈钢产品 3.0产品分类及代号 3.1产品的分类; 3.1.1产品按材料划分不锈钢和电镀金属; 4.0缺陷定义 4.1月牙痕:由于在运输、搬运过程中”造成的; 4.2划伤、碰伤:由于异物对不锈钢板的接触造成板表面的凹凸陷; 裂纹:表面出现弯曲不规则较深的细小线条或分叉弯曲细小较深线条; 4.3油污:是指不锈钢半成品在机床冲压过程中形成; 4.4表面护膜划损:不锈钢半成品在加工过程中与硬物摩擦形成; 4.5磨边毛刺:是指不锈钢半成品在剪切过程中形成的毛边; 4.6焊接不良:焊接不良:焊接有断点、接缝凹凸不平、假焊不牢的现象 4.7抛光不良:菱角磨没、表面烧伤、抛光拉纹等现象

红辉行商贸有限公司 1of8 不锈钢餐具检验标准 制作樊礼平版本修订日期: 目的:制定此标准对不锈钢类产品进行质量监督和控制,以确保该产品 的质量达到客户要求,同时是供应商对本公司品质要求认知的准则 范围:所有不锈钢餐具,钢笔,五金模型等 索引:gb/t15067.2-1994,gb/t18884—2002 aql:aql-std-105eⅱcr:0maj:1.5min:4.0 缺陷术语: 毛边:由于机械冲压或切割后未处理好,导致加工件边缘或分型面处所产生的金 属毛刺。 划伤:由于在加工或包装、运输过程中防护不当导致产品表面出现的划痕、削伤。 裁切不齐:由于产品在加工过程中定位或设备固定不当,导致产品边缘切割不齐。 变形:因加工设备调校不当或材料因内应力而造成的产品平面形变。 氧化生锈:因产品加工后未进行相应防锈处理或处理措施不当,而导致产品表面
编辑推荐下载
格式:pdf
大小:42KB
页数:3P
人气:54
 4.5
4.5
文件名称 不锈钢产品检验标准文件编号 版次 页次共2页第1页 1.0目的 为了保证满足客户的要求、特制定此标准; 2.0适用范围 本标准适用本公司自制不锈钢产品 3.0产品分类及代号 3.1产品的分类; 3.1.1产品按材料划分不锈钢和电镀金属; 4.0缺陷定义 4.1月牙痕:由于在运输、搬运过程中”造成的; 4.2划伤、碰伤:由于异物对不锈钢板的接触造成板表面的凹凸陷; 裂纹:表面出现弯曲不规则较深的细小线条或分叉弯曲细小较深线条; 4.3油污:是指不锈钢半成品在机床冲压过程中形成; 4.4表面护膜划损:不锈钢半成品在加工过程中与硬物摩擦形成; 4.5磨边毛刺:是指不锈钢半成品在剪切过程中形成的毛边; 4.6焊接不良:焊接不良:焊接有断点、接缝凹凸不平、假焊不牢的现象 4.7抛光不良:菱角磨没、表面烧伤、抛光拉纹等现象
格式:pdf
大小:42KB
页数:3P
人气:54
4.5
文件名称 鹤山雪尔达冷冻设备有 限公司不锈钢产品检验 标准 文件编号 版次a 页次共2页第1页 1.0目的 为了保证满足客户的要求、特制定此标准; 2.0适用范围 本标准适用本公司自制不锈钢产品 3.0产品分类及代号 3.1产品的分类; 3.1.1产品按材料划分不锈钢和电镀金属; 4.0缺陷定义 4.1月牙痕:由于在运输、搬运过程中”造成的; 4.2划伤、碰伤:由于异物对不锈钢板的接触造成板表面的凹凸陷; 裂纹:表面出现弯曲不规则较深的细小线条或分叉弯曲细小较深线条; 4.3油污:是指不锈钢半成品在机床冲压过程中形成; 4.4表面护膜划损:不锈钢半成品在加工过程中与硬物摩擦形成; 4.5磨边毛刺:是指不锈钢半成品在剪切过程中形成的毛边; 4.6焊接不良:焊接不良:焊接有断点、接缝凹凸不平、假焊不牢的现象 4.7抛光不良
热门文档 不锈钢镜光、拉丝产品检验标准规范
格式:pdf
大小:221KB
页数:9P
人气:54
4.5

德信诚培训网 更多免费资料下载请进:http://www.***.***好好学习社区 不锈钢产品检验标准 1.0目的 为了保证满足客户的要求、特制定此标准; 2.0适用范围 本标准适用本公司自制不锈钢产品 3.0产品分类及代号 3.1产品的分类; 3.1.1产品按材料划分不锈钢和电镀金属; 4.0缺陷定义 4.1月牙痕:由于在运输、搬运过程中”造成的; 4.2划伤、碰伤:由于异物对不锈钢板的接触造成板表面的凹凸陷; 裂纹:表面出现弯曲不规则较深的细小线条或分叉弯曲细小较深线条; 4.3油污:是指不锈钢半成品在机床冲压过程中形成; 4.4表面护膜划损:不锈钢半成品在加工过程中与硬物摩擦形成; 4.5磨边毛刺:是指不锈钢半成品在剪切过程中形成的毛边; 4.6焊接不良:焊接不良:焊接有断点、接缝凹凸不平、假焊不牢的现 象 4.7抛光不良
格式:pdf
大小:15KB
页数:1P
人气:54
4.7
文件名称 永康时尚盖业有限公司 不锈钢产品检验标准 文件编号 版次a 页次共1页第1页 1.0目的 为了保证满足客户的要求,特制定此标准 2.0适用范围 本标准适用本公司自制不锈钢产品 3.0产品种类 不锈钢外壳、不锈钢盖片、不锈钢内芯、不锈钢滤网、不锈钢圈(环)等 4.0缺陷定义 4.1尺寸:由于模具磨损或靠山跑位导致产品与图纸尺寸不一致; 4.2月牙痕:由于在运输、搬运过程中造成的; 4.3划伤、碰伤:由于异物对不锈钢板的接触造成钢板表面的凹凸陷; 4.4裂纹:表面出现弯曲不规则较深的细小线条或分叉弯曲细小较深线条; 4.5油污:是指不锈钢半成品在机床冲压过程中形成; 4.6表面护膜划损:不锈钢半成品在加工过程中与硬物摩擦形成; 4.7磨边毛刺:是指不锈钢半成品在裁剪过程中形成的不规则毛边; 4.8抛光不良:菱角磨没、表面烧伤、抛光拉纹等现象; 4
格式:pdf
大小:286KB
页数:6P
人气:54
4.6
精品 可编辑 三:不锈钢拉丝产品检验规范 1.目的 本标准规定了产品的表面分区、抛光后的表面质量要求、降级接收要求和检验方 法。 2.范围 本标准适用于点支事业部不锈钢镜光、拉丝产品表面质量的检验。 3.职责 3.1、品管部:负责根据客户的要求、相关国家标准及抛光能力科学合理制订统一 的抛光品质标准并依此进行检验。 3.2、生产部:负责根据品质标准进行生产作业。 4.表面分区 产品在安装之后,按照观察产品的习惯,是否容易观察到产品的表面来区分产品 的主要外露面、次要外露面和不易看见的面。见表1 表1抛光产品表面的分区 5.不锈钢抛光产品 5.1不锈钢镜光产品 表面分区特点描述重要度 主要外露面a产品安装后最容易看到的表面。极重要控制面 次要外露面b 向下的面、侧面、边位、角位、接合位、 内弯曲位。 重要控制面 不易看到的面c产品安装后的隐藏位、遮盖位。
格式:pdf
大小:277KB
页数:4P
人气:54
4.7
三:不锈钢拉丝产品检验规范 1.目的 本标准规定了产品的表面分区、抛光后的表面质量要求、降级接收要求和检验方 法。 2.范围 本标准适用于点支事业部不锈钢镜光、拉丝产品表面质量的检验。 3.职责 3.1、品管部:负责根据客户的要求、相关国家标准及抛光能力科学合理制订统一 的抛光品质标准并依此进行检验。 3.2、生产部:负责根据品质标准进行生产作业。 4.表面分区 产品在安装之后,按照观察产品的习惯,是否容易观察到产品的表面来区分产品 的主要外露面、次要外露面和不易看见的面。见表1 表1抛光产品表面的分区 5.不锈钢抛光产品 5.1不锈钢镜光产品 按磨光抛光工艺抛磨完工后,不锈钢镜光产品合格的表面质量按表2执行;降级 接收按表3执行。 表2不锈钢镜光产品表面要求 材质表面质量标准要求 不 锈 钢 按镜光产品样板比对验收,从材质、抛光质量和产品保护三方
格式:pdf
大小:210KB
页数:4P
人气:54
4.4

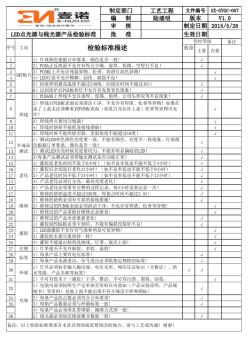
深圳市日上光电有限公司 文件编号:rs-wi-3-qc-7 控制器产品检验标准 版本号:a/1页次:1/4 作成部门:品保部生效日期:2017-5-15 修 改 记 录 版次修订日期批准审核编写 ※※※资料文件版权为rs-wi所有,不得私自打印、复印※※※ 1.0目的 为使本公司生产的控制器及驱动器产品之半成品制作、成品入库、出货检验作 业有所依据,特定此检验规范。 2.0适用范围 本规范适用于控制器及驱动器产品生产的制程中检验、qa成品抽检、出货检验 过程。 3.0抽样计划(针对抽检工序): 依《数字抽样计划使用规范》 3.1抽样水准 参考标准mil-std-105e单次正常检查水准ⅱ级 3.2允许水准(aql):2/1000 3.3到45cm 3.4目视角度:与被测物成30度到45度角范围 4.
精华文档 不锈钢镜光、拉丝产品检验标准规范
格式:pdf
大小:69KB
页数:3P
人气:54
4.5
![喷涂产品检验标准[1]](https://files.zjtcn.com/group1/M00/3B/9F/CgoBZ2AeJLOAB4O6AAA8JcmVhFI052.jpg)
1 喷涂产品检验标准 q/htl006-2009/07 代替qb/s006-2007/12 1范围 本标准规定了喷涂产品表面质量要求、降级接收标准和检验方法。 本标准适用于喷涂产品表面质量的检验。 2要求 喷涂合格品按表1执行,降级接收的喷涂产品按表2执行。 表1喷涂合格品要求 检验项目标准要求 1表面外观 涂层表面 1、不允许有杂质或颗粒状粘附。 2、不允许有气泡、气孔。 3、不允许有喷涂流挂、桔皮状现象 4、涂层色泽符合要求,不允许有色差、杂色。 5、无脱涂层现象 6、不允许有喷涂厚度不够尺寸要求和漏喷现象。 7、表面无明显的挂具印痕现象。 防护方面 1、不允许有压伤、碰伤、擦花、变形。 2、不允许有锈迹、脏污。 配合性能 有配合要求的产品,喷涂后需达到配合要求,不能因喷涂层过厚导致不能 配合。 2喷涂层结合力涂层与基体金属结合牢固,附着力强。
格式:pdf
大小:3.8MB
页数:31P
人气:54
4.4

``设计札记 xxx产品检验标准(试验版) 1.管理规章 2.检验规章 3.外观检验与标准 4.功能测试与标准 5.材料检查与标准 6.包装 7.附录.,,,, 版本页码修订者日期修订说明 设计札记网 1.管理规章 1.1目的 1)本规范,系预防jbt生产的ledlamp产品出现不良现象,确保ledlamp 的质量,以满足jbt需求。 2)作为jbt内部与协力厂之间质量沟通桥梁。 3)提供质量规范订定之参考。 1.2范围 适用于jbt所出货的ledlamp产品与零件,但设计图面或承认书有另行标定 规格者,应优先采用该标定规格。 2.检验规章 2.1目的 1)抽样检验的目的,系决定可能被
格式:pdf
大小:56KB
页数:2P
人气:54
4.8

编制审核批准 袁隆伟刘钢将之春 频次检查方式 漆膜颜色符合标准色板全检每月监察一次色差计 附着力油漆剥落率≤i级1次/50件每月监察一次gb/t9286划格仪 膜厚膜厚14~25μm1次/每批每月监察一次gb/t1720-89膜厚仪 柔韧性抗弯试验≤1mm(样板)2次/年制作样板送我司检测gb/t1731-93轴棒测定器 抗冲击抗冲试验≥50kg·cm(样板)2次/年制作样板送我司检测gb/t1732-93抗冲试验仪 硬度硬度(铅笔)2h以上1次/每批每月监察一次gb/t6739-2006中华铅笔 盐雾试验中性盐雾试验≥800h(样板)2次/年制作样板送我司检测gb/t1771-91盐雾试验箱 外观质量 涂层表面光洁,无麻点、颗 粒、针孔、花斑、缩孔、阴 阳面、水痕、橘皮等现象 全检
格式:pdf
大小:135KB
页数:8P
人气:54
4.4

目次 序号标题名称页码 1范围 ----------------------------------------------------------------------------------------------- -----2 2规范性引用文件 -------------------------------------------------------------------------------------2 3术语、定义 -------------------------------------------------------------------------------------------2 4要求 --------------------------------------------
最新文档 不锈钢镜光、拉丝产品检验标准规范
格式:pdf
大小:142KB
页数:9P
人气:54
4.7

. . 目次 序号标题名称页码 1范围 ----------------------------------------------------------------------------------------------- -----2 2规范性引用文件 -------------------------------------------------------------------------------------2 3术语、定义 -------------------------------------------------------------------------------------------2 4要求 --------------------------------------
格式:pdf
大小:3.2MB
页数:16P
人气:54
4.7
xxx产品检验标准(试验版) 1.管理规章 2.检验规章 3.外观检验与标准 4.功能测试与标准 5.材料检查与标准 6.包装 7.附录.,,,, 版本页码修订者日期修订说明 1.管理规章 1.1目的 1)本规范,系预防jbt生产的ledlamp产品出现不良现象,确保ledlamp 的质量,以满足jbt需求。 2)作为jbt内部与协力厂之间质量沟通桥梁。 3)提供质量规范订定之参考。 1.2范围 适用于jbt所出货的ledlamp产品与零件,但设计图面或承认书有另行标定 规格者,应优先采用该标定规格。 2.检验规章 2.1目的 1)抽样检验的目的,系决定可能被退货的任何状况。 2)抽
格式:pdf
大小:23KB
页数:12P
人气:54
4.7
led灯具检验标准 1范围 本标准规定了led灯具的技术要求、试验方法、检验规则、标志方式、包 装、运输和储存条件。 本标准适用于对公司所生产的灯具制定统一检验项目和检验的说明。 le灯具是指以led作为发光器件的道路照明灯具,与高压钠灯、金卤灯为 光源的传统灯具相比,具有节能、环保、长寿命等优点。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的 引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本 标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新 版本。凡是不注日期的引用文件,其最新版本适用于本标准。 gb7000.1-2001灯具一般安全要求与试验 iec61347-2-13:2006灯的控制装置第2-13部分:led模组用交流或直流 供电的电子控制装置的特殊要求。 iec62031普通照明
格式:pdf
大小:28KB
页数:18P
人气:54
4.5
精品文档 。1欢迎下载 led灯具检验标准 1范围 本标准规定了led灯具的技术要求、试验方法、检验规则、标志方式、包装、 运输和储存条件。 本标准适用于对公司所生产的灯具制定统一检验项目和检验的说明。 le灯具是指以led作为发光器件的道路照明灯具,与高压钠灯、金卤灯为光源 的传统灯具相比,具有节能、环保、长寿命等优点。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用 文件,其随后所有的修改单(不包括勘误的内容或修订版均不适用于本标准,然而,鼓 励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期 的引用文件,其最新版本适用于本标准。 gb7000.1-2001灯具一般安全要求与试验 iec61347-2-13:2006灯的控制装置第2-13部分:led模组用交流或直流供电的 电子控制装置的特殊要求。
格式:pdf
大小:711KB
页数:41P
人气:54
4.7
精品 可编辑 q/zb保定眺山轨枕厂企业标准q/bz·j03·04—2013 代替q/bz·j03?04—2012 混凝土枕产品检验标准 2013-08-20发布2013-08-25实施 保定眺山轨枕厂发布 精品 可编辑 q/bz·j 03·04—2013 混凝土枕产品检验标准 1总则 本标准规定了先张法预应力混凝土枕的检验方法、检验规则、产品判定规则、标志及说明书。 本标准适用于我厂生产的标准轨距铁路用ⅰ型、ⅱ型(yⅱ-f型、xⅱ型)、ⅲ型(ⅲa型、ⅲc型、ⅲ q型、新ⅲq型、ⅲqc型)预应力混凝土枕、岔枕。 1.1本标准规定的预应力混凝土枕产品划分见表1 表1预应力混凝土枕发证单元、产品品种、规格型号 产品单元产品品种规格型号 有砟轨道混 凝土枕 有挡肩枕 yⅱ—f型 xⅱ型 ⅲa型 ⅲc型 新ⅲq型
格式:pdf
大小:4.4MB
页数:25P
人气:54
4.7
xxx产品检验标准(试验版) 1.管理規章 2.檢驗規章 3.外觀檢驗與標準 4.功能測試與標準 5.材料检查与标准 6.包裝 7.附录.,,,, 版本页码修订者日期修订说明 1.管理規章 1.1目的 1)本規範,係預防jbt生產的ledlamp產品出現不良現象,確保ledlamp的品質,以滿足jbt 需求。 2)作為jbt內部與協力廠之間品質溝通橋樑。 3)提供品質規範訂定之參考。 1.2範圍 適用於jbt所出貨的ledlamp產品與零件,但設計圖面或承認書有另行標定規格者,應優先採用 該標定規格。 2.檢驗規章 2.1目的 1)抽樣檢驗的目的,係決定可能被退貨的任何狀況。 2)
格式:pdf
大小:133KB
页数:8P
人气:54
4.8

. . 目次 序号标题名称页码 1范围----------------------------------------------------------------------------------------------------2 2规范性引用文件-------------------------------------------------------------------------------------2 3术语、定义-------------------------------------------------------------------------------------------2 4要求------------------------------------------------------------------
格式:pdf
大小:308KB
页数:5P
人气:54
4.6
不锈钢拉丝与抛光的区别! 从工艺上来说,拉丝工艺是将工件表面做出有规律的均匀的表面纹路,一般的拉丝纹有: 细条纹状、圆圈状。而抛光工艺是将工件表面完全做成平整的,没有任何瑕疪的,看起来光 滑透亮,程镜面。 从运动上讲,拉丝工艺在设备上所做的是来往反复的运动,而抛光工艺是在平面抛光机上 所做的运动轨迹。两者在原理上是不一样的,实际方式也不一样。 在生产上,拉丝采用专业拉丝工艺设备,抛光根据形状的不一有很多种抛光工艺设备分 别适应不同抛光要求。 如果一个工件既需要拉丝又要抛光,那哪一道工序在前那一道在后呢? 从这种情况,应从拉丝和抛光各自对表面处理的效果,以及工艺原理,我们不难得出: 抛光在前,拉丝在后。只有先将工件表面抛光平整,后才能进行拉丝,因为只有这样拉丝出 来的效果才好,拉丝纹路才会均匀。抛光是为了拉丝定基础的。总之,如果先拉丝在抛光, 那么不仅拉丝效果很差,拉丝好
格式:pdf
大小:27KB
页数:1P
人气:54
4.5
铸造利润源泉的发动机 陕西网铸互联网信息技术有限公司1 不锈钢铸件的成品检验标准 为了保证不锈钢精密铸件质量副歌交货验收技术条件,必须依据铸件图、熔模铸件技术标准及 供需双方交验合同进行全数检验,检验主要由外观质量检验、内部质量检验及其它质量检验: 1。外观质量检验:主要包括铸件尺寸、几何形状、铸件质量、表面粗糙度、表面和近表面铸件 缺陷等检验。 2。内在质量检验主要包括材质化学成分、力学性能、宏观缺陷、微观缺陷等检验。 3。其它质量检验主要包括物理化学性能和特殊性检验 各生产过程的工序检验主要对企业负责,以降低企业的成本;而成品检验主要对顾客负责,以满 足顾客的需求和期望。所以,决不允许不合格的铸件流入顾客的仓库,虽然表面上看似会提高企业的 成本,但是,作为一个企业,始终应以企业的信誉为第一。 青县鼎佳精密铸造有限公司,是河北省规模最大的铸造企业之一,专业生产各种精密铸
文辑创建者
我要分享 >
职位:路桥造价工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐