大型钛合金、铝合金关键件模锻工艺
2025-03-02
日前,作为"高档数控机床与基础制造装备"国家科技重大专项的重要内容之一,由中国第二重型机床集团公司承担的"大型关键件模锻工艺技术"课题研究日前取得了重大进展。据悉,课题重点围绕大型航空模锻件热模锻近净成型技术,结合正在建设的800MN大型模锻压机,开发

 铝合金连杆模锻工艺研究
铝合金连杆模锻工艺研究 通过分析铝合金模锻工艺的特点、模锻过程中易产生的缺陷以及应该注意的问题,根据开式模锻成形理论和连杆零件图的要求,结合铝合金连杆锻造的技术和特点,对自行车铝合金连杆锻造工艺进行具体分析,确定了合理的铝合金连杆模锻工艺。绘制了计算毛坯截面图、锻件图,并进行了锻模设计,确定了制坯工步及模锻设备。同时指出在锻造过程中应该注意的问题以及相关的预防措施。
影响铝合金模锻件折叠的工艺因素 铝合金模锻件的折叠是模锻件生产中最常见的废品。分析了铝合金模锻件产生折叠的原因并提出了预防措施,使模锻件成品率大幅度提高,取得了明显的经济效益。
编辑推荐下载
格式:pdf
大小:410KB
页数:4P
人气:91
 4.4
4.4
铝合金U型模锻件锻造工艺研究 介绍了2a14铝合金u型模锻件的生产工艺,针对该模锻件的材料特性、锻件的结构特点和技术要求,确定了锻造工艺。经过生产验证,制定的锻造工艺是合理的,成功地生产出了外形尺寸、组织和性能均合格的2a14铝合金u型模锻件。
格式:pdf
大小:32KB
页数:5P
人气:91
4.7

一、钛合金 钛是20世纪50年代发展起来的一种重要的结构金属,钛合金因具有强度高、耐蚀性好、 耐热性高等特点而被广泛用于各个领域。世界上许多国家都认识到钛合金材料的重要性,相 继对其进行研究开发,并得到了实际应用。20世纪50~60年代,主要是发展航空发动机用 的高温钛合金和机体用的结构钛合金,70年代开发出一批耐蚀钛合金,80年代以来,耐蚀 钛合金和高强钛合金得到进一步发展。钛合金主要用于制作飞机发动机压气机部件,其次为 火箭、导弹和高速飞机的结构件。 钛合金的密度一般在4.51g/cm3左右,仅为钢的60%,纯钛的强度才接近普通钢的强度, 一些高强度钛合金超过了许多合金结构钢的强度。因此钛合金的比强度(强度/密度)远大于其 他金属结构材料,可制出单位强度高、刚性好、质轻的零、部件。目前飞机的发动机构件、 骨架、蒙皮、紧固件及起落架等都使用钛合
热门文档 大型钛合金、铝合金关键件模锻工艺
格式:pdf
大小:8KB
页数:2P
人气:91
4.7
钛合金 p 概念定义:以钛为基加入其他合金元素组成的合金称作钛合金。钛合金具有密度低、比强度高、抗腐蚀性 能好、工艺性能好等优点,是较为理想的航天工程结构材料。 研究范围:钛合金可分为结构钛合金和耐热钛合金,或α型钛合金、β型钛合金和α+β型钛合金。研究 范围还包括钛合金的成形技术、粉末冶金技术、快速凝固技术、钛合金的军用和民用等。 (一)发展过程 50年代初~70年代初 需求动力:为满足航空工业对材料的需求,钛合金受到重视并得以发展,技术基础主要是冶金学和工艺学。 主要特点:该阶段的特点是从材料的探索研究逐步转向应用。主要材料有ti-6al-4v、等,主要用于航空发 动机、航天用压力容器、发动机壳体等。 典型成果和产品:典型材料:ti-6al-4v, 70年代~90年代 需求动力:钛合金应用领域的扩大,使钛工业得到迅速发展,新工艺和新技术推动
格式:pdf
大小:10KB
页数:1P
人气:91
4.7
钛合金与铝合金有哪些区别? 文章导读 铝合金和钛合金是两种金属,也是大家经常听说的名词,比如经常搞装修的人 对这两种金属就非常了解,但很多人不知道钛合金和铝合金究竟有什么区别,实际上,这 两者的区别是很大的,通过外观就可以区别,两者的价格也不一样,下面介绍这方面的知 识。第一、怎样区分铝合金和钛合金?1.如果你手头有二 块材料,比硬度,一块是铝一块是钛合金,只要二块材料相互划画.划伤的一块是铝.因为 钛比铝硬度高.2.比耐酸,铝遇酸马上起化学反应,钛耐酸性很好.3.测重 量。同样尺寸的铝门最轻,钛门稍重,钢门最重。但是如果厂家存心骗人,可以用铝钢混 合做出和钛合金一样重的门。不过很容易判断门里有没有钢。拿块磁铁来看它能不
格式:pdf
大小:17KB
页数:2P
人气:91
4.6

. .. 钛合金 p 概念定义:以钛为基加入其他合金元素组成的合金称作钛合金。钛合金具有密度低、比强度高、抗腐蚀性 能好、工艺性能好等优点,是较为理想的航天工程结构材料。 研究范围:钛合金可分为结构钛合金和耐热钛合金,或α型钛合金、β型钛合金和α+β型钛合金。研究 范围还包括钛合金的成形技术、粉末冶金技术、快速凝固技术、钛合金的军用和民用等。 (一)发展过程 50年代初~70年代初 需求动力:为满足航空工业对材料的需求,钛合金受到重视并得以发展,技术基础主要是冶金学和工艺学。 主要特点:该阶段的特点是从材料的探索研究逐步转向应用。主要材料有ti-6al-4v、ti-5al-2.5sn等,主 要用于航空发动机、航天用压力容器、发动机壳体等。 典型成果和产品:典型材料:ti-6al-4v,ti-5al-2.5sn 70年代~90年代 需求动力
格式:pdf
大小:549KB
页数:4P
人气:91
4.6
铝合金隔板模锻件锻造缺陷分析 带工字型截面的铝合金隔板模锻件在锻造过程中易产生折叠、穿流、充不满等缺陷。对上述缺陷产生的原因进行了分析研究,从模具设计与制造以及在模锻工序、操作过程采取相应措施,使模锻件成品率大幅度提高,取得了明显的经济效益。
格式:pdf
大小:226KB
页数:4P
人气:91
4.5
黄铜合金气瓶阀体多向模锻工艺初探 介绍黄铜合金锻造中的一些基本要求,并具体介绍了气瓶阀阀体多向模段工艺及模具。
精华文档 大型钛合金、铝合金关键件模锻工艺
格式:pdf
大小:225KB
页数:4P
人气:91
4.3
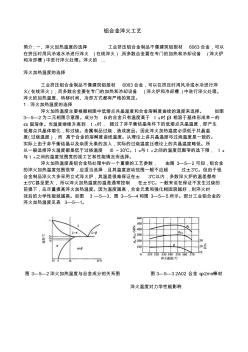
铝合金淬火工艺 简介:一、淬火加热温度的选择工业挤压铝合金制品不像建筑铝型材6063合金,可以 在挤压时用风冷或水冷进行淬火(在线淬火),而多数合金要在专门的加热和冷却设备(淬火炉 和冷却槽)中进行淬火处理。淬火的... 淬火加热温度的选择 工业挤压铝合金制品不像建筑铝型材6063合金,可以在挤压时用风冷或水冷进行淬 火(在线淬火),而多数合金要在专门的加热和冷却设备(淬火炉和冷却槽)中进行淬火处理。 淬火的加热温度、转移时间、冷却方式都有严格的规定。 1.淬火加热温度的选择 淬火加热温度主要根据相图中低熔点共晶温度和合金溶解度曲线的温度来选择。如图 3—5—2为二元相图示意图。成分为b1的合金只有温度高于t溶时β相溶于基体形成单一的 α固溶体。当温度继续升高到t共时,超过了非平衡结晶条件下的低熔点共晶温度,即产生 低熔点共晶体熔化,称过烧。金
格式:pdf
大小:51KB
页数:1P
人气:91
4.4
铝合金及铝合金元件的生产工艺 美国专利us6402860b2本发明涉及的铝合金成分如下:(1)1wt%~6wt%组份a(它是从ti、v、hf、zr组中选出的一种或多种元素);(2)3wt%~13.5wt%组份b(它是从la、ce、pr、nd、含铈的稀土合金、ca、sr、ba组中选出的一种或多种元素);(3)2wt%~18wt%组份c(从mg和li组中选出的一种或多种元素)。其加工步骤为:先将铝合金加工成含有组份a、b和c的预型
格式:pdf
大小:1.3MB
页数:4P
人气:91
4.4
飞机铝合金大型钣金件精确成形研究 飞机铝合金大型钣金件成形尺寸大,刚性差,制造难度大。通过对零件结构及装配要求的分析,提出了增大四周拐角角度,减少补加条带长度的改进意见,优化了零件的外形结构。借助双动拉深的优越性,采用了双动拉深的成形方法,确定出合理的制造流程和一套防止零件热处理产生变形的措施,提高了零件的成形准确度。利用有限元数值模拟、理论计算并结合实际试验,优化了展开毛坯的外形尺寸,确定出合理的工装结构以及压边力的最佳数值,达到零件精确成形的要求。
格式:pdf
大小:544KB
页数:4P
人气:91
4.6

采用有限元模拟仿真软件结合正交实验方法,对铝合金汽车座椅骨架低压铸造工艺进行数值模拟,研究了低压铸造工艺参数对铸件缩松缩孔、充型及凝固规律的影响。模拟结果表明,当浇注温度为720℃、充型加压速率为920pa/s及模具预热温度为380℃时为最佳工艺参数,铸件缩孔孔隙率最小,且成形质量最佳。
最新文档 大型钛合金、铝合金关键件模锻工艺
格式:pdf
大小:539KB
页数:4P
人气:91
4.3
高铝锌基合金耐磨衬板液态模锻工艺研究 叙述了选用za27合金采用液态模锻工艺生产耐磨衬板的研究,确定了模具材料的选择及其热处理工艺,对不同比压及不同模具预热温度条件下液锻件的微观组织进行了对比分析。实践证明,液态模锻工艺生产的耐磨衬板尺寸精度高,零件表面粗糙度值低,使用效果优良。
格式:pdf
大小:478KB
页数:3P
人气:91
4.4
大型铝合金支持筒简易金属型工艺研究 对于无法上设备的大型铝合金支持筒,采用简易金属型树脂砂芯,重力铸造工艺方法生产,质量高性能好,生产效率更高,成本也更低。
格式:pdf
大小:42KB
页数:1P
人气:91
4.8

铝合金窗下料(关键)工序质量自检记录qr5.3-01 工程名称:操作者:日期: 检测项目 技术 要求 尺寸/ 构件名称角度 /数量 长度l(mm)角度α(ο)表面质量 允差±0.5 45°允差-5' 90°允差±10' 切口平整,干净;无明显切痕,毛刺; 型材表面无装夹痕迹和划伤 首 检 过程 首 检 过程 首 检 过程 注:1.不同型号规格的产品都应进行首检,在操作过程中下料25支检查一次; 2.“√”表示符合;“×”表示不符合。
格式:pdf
大小:48KB
页数:8P
人气:91
4.3
铝及铝合金热挤压工艺操作规程 本规程适合于500-800吨挤压机上挤压6061、6063等合金型材、棒 材管材的工艺要求,包括铸棒加热制度、挤压制度、拉伸扭拧校直、 锯切、取样、人工时效制度、包装等。 其工艺流程如下: 挤压前准备---铸棒加热---挤压---拉伸扭拧校直---锯切(定尺) ---取样检查---人工时效---包装入库。(不氧化型材) 1.挤压前的准备 1.1开机前,对设备的电源。控制系统、液压系统和机械设备进行检 查,并按规定润滑设备,无异常时,可进行空负荷运转,当确定设备 处于正常状态后,方可开始生产。 1.2检查模具的规格和工作带等处质量,确认符合生产单要求时将模 子、模垫、模支承试装,并预先加热。此项工作应在开机前预先做好。 模具加热温度平模,420°c-450°c,分流模450°c+/-5°c。保温加热时 间不少于2小时。(到温后计算) 1
格式:pdf
大小:64KB
页数:12P
人气:91
4.4
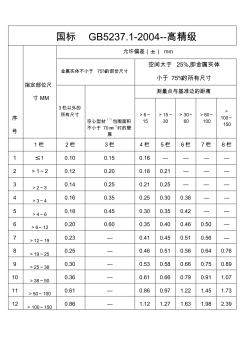
国标gb5237.1-2004--高精级 序 号 指定部位尺 寸mm 允许偏差(±)mm 金属实体不小于75%的部份尺寸 空间大于25%,即金属实体 小于75%的所有尺寸 3栏以外的 所有尺寸 空心型材 (1) 包围面积 不小于70㎜2时的壁 厚 测量点与基准边的距离 >6~ 15 >15~ 30 >30~ 60 >60~ 100 > 100~ 150 1栏2栏3栏4栏5栏6栏7栏8栏 1≤10.100.150.16———— 2>1~20.120.200.180.21——— 3 >2~30.140.250.210.25——— 4 >3~40.160.350.250.300.38—— 5 >4~60.180.450.300.350.42—— 6 >6~120.200.600.35
格式:pdf
大小:76KB
页数:未知
人气:91
4.8
中国大型钛合金、铝合金等关键件模锻工艺获突破 作为“高档数控机床与基础制造装备”国家科技重大专项的重要内容之一,由中国第二重型机床集团公司承担的“大型关键件模锻工艺技术”课题研究日前取得了重大进展。
格式:pdf
大小:78KB
页数:未知
人气:91
4.4
中国大型钛合金、铝合金等关键件模锻工艺获突破 据《中国质量报》2013年3月25日报道,作为"高档数控机床与基础制造装备"国家科技重大专项的重要内容之一,由中国第二重型机床集团公司承担的"大型关键件模锻工艺技术"课题研究取得了重大进展。课题重点围绕大型航空模锻件热模锻近净成形技术,结合正在建设的800mn大型模锻压机,开发出了航空复杂精密锻件的近净成形新技术,解决了大型模锻工艺基础共性技术问题和关键技术问题,突破了大型钛合金、铝合金
格式:pdf
大小:78KB
页数:未知
人气:91
4.6
中国大型钛合金、铝合金等关键件模锻工艺获突破 据《中国质量报》2013年3月25日报道,作为“高档数控机床与基础制造装备”国家科技重大专项的重要内容之一,由中国第二重型机床集团公司承担的“大型关键件模锻工艺技术”课题研究取得了重大进展。
格式:pdf
大小:51KB
页数:未知
人气:91
4.4
铝合金及铝合金元件的生产工艺 本发明涉及的铝合金成分如下:(1)1wt%-6wt%组份a(它是从ti、v、hf、zr组中选出的一种或多种元素);(2)3wt%。13.5wt%组份b(它是从la、ce、pr、nd、含铈的稀土合金、ca、sr、batch中选出的一种或多种元素);(3)2wt%~18wt%组份cl从mg和li组中选出的一种或多种元素)。其加工步骤为:先将铝合金加工成含有组份a、b和c的预型件,然后再将该预型件加热n200℃~600℃之间的温度,其温度上升率在2℃/s-200℃/s之间。生产预型件的步骤为:快速形成铝合金固化粉末;铝合金包括铝晶体和金属间化合物,铝晶体的平均晶粒直径≤1000nm;金属间化合物的平均晶粒直径≤50nm;铝合金的硬度hrb在50。100之间,温度≥2000c时临界镦粗比率为70%,在20℃时伸长率≥10%。
文辑创建者
我要分享 >
职位:建造师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐