高速钢锯片涂层知识
2024-06-10
一、概述: 圆锯片主要用于普通钢材、不锈钢、铝、铜、塑料、木材等材料的铣削、剖沟加工及锯切、切断、下 料等 ,切管机、金属圆锯机、管材下料机、管材加工机械、锯切机床、铣床 ,等。 二、详细说明: 我公司专业生产高速钢圆锯片,此产品选用优质的 HSS 钢原料,并采用高科技处理技术精制而成, 切口无毛刺,无粉尘,可省二次加工。并具有耐磨、耐用、高效等特点。是汽车、摩托车、钢管家具、 健力器材、自行车、童车、卫生洁具等行业,切割普通钢管,不锈钢管,铜、铝管及其他材料理想的 刀具。切管机、弯管机、锯片研磨机、带锯机等。我们产品以安全环保高效为主要目的,请放心使用 本公司所生产的各种规格的锯片。 涂层作为一个热屏障和化学屏障,减少了锯 片与工件间的热扩散和化学反应,具有表面硬度高、耐 磨性好、化学性能稳定、耐热耐氧化、摩擦系数小和热导率低等特性,切削时可比未涂层锯片提高锯 片寿命几倍以上, 涂层锯片

如何正确选择高速钢锯片 (一)直径的选择 锯片直径与所用的锯切设备以及锯切工件的大小有关。锯片直径小,切削速度相对比较低; 锯片直径大对锯片和锯切设备要求就高,同时锯切效率也高。锯片的外径根据不同的圆锯机 机型选择使用直径相符的锯片。 (二)厚度的选择 锯片的厚度从理论上我们希望锯片越薄越好,锯缝实际上是一种消耗。锯片的外径和锯切 的材料决定了锯片的厚度,厚度过薄,锯片工作时容易偏摆晃动,影响切削的效果。选择锯 片厚度时应从锯片工作的稳定性以及锯切的材料去考虑。有些特殊用途的材料要求的厚度也 是特定的,应该按设备要求使用,如开槽锯片等。 (三)孔径的选择 孔径是相对简单的参数,主要是根据设备的要求选择,目前国内设计的标准孔径为32mm, 部分进口设备也有25.4mm孔的。无论孔径大小,都可以通过车床或线切割机进行改造,车 床可以车垫圈套在大孔径内,
1 高速钢锯片修磨价格 高速钢的切割速度能够达到每分钟60米以上,因此而得名。而在长期的使 用过程中,导致锯片会有一定的损耗,由于高速钢锯片的价格较高,所以一般都 会将锯片进行修磨,而高速钢锯片由于修磨要求较高,所以一般都会由生产厂家 进行专业的修磨。那么高速钢锯片的修磨价格是多少? 由于生产厂家不同,修磨的价格也有很大的不同,所以大家想要进行进行修 磨的话,还是送去生产厂家进行专业的修磨。价格从十几元到几十元不等,大家 可以根据自身的需求来进行选择。 锯片修磨服务 1、前期检查 锯片在进行修磨的时候,需要对锯片进行仔细的检查,如果锯片出现破损的 情况,则不能进行修磨。 2、抛光清洗 由于锯片的作业环境有很大的差异,可能会导致锯齿和基体表面有一些附着 物,需要人员使用专业的设备进行抛光清洗。 3、换下旧齿 使用专业的设备进行检测,换下旧齿,并进行精密打磨,
编辑推荐下载
格式:pdf
大小:39KB
页数:3P
人气:76
 4.3
4.3
常见问题产生原因 齿形、齿数不正确 锯齿不够锋利或断齿 被切材料夹的不紧 锯齿上附有切屑 锯齿已钝或断齿 送料架碰撞及晃动定位不准,机台组装 时没有校好 使用受压变形的锯片 所切的材料变形不标准 进刀速度过快及齿数不正确 锯片没锁紧 被切材料没夹紧 锯片进刀速度不稳定 锯片转速或进刀速度太快、咬入太多 过载 锯齿不锋利 锯片齿型不正确,齿数不当 切削油没有或不足 被切材料异形或太长易晃动 管材焊缝不匀或含有杂质 1、如何计算齿数?如何计算齿距? z=d*3.14/tt=d*3.14/z d=锯片直径mmt=齿距z=齿数 2、如何计算线速度?如何计算角速度? v=d*n*3.14/1000n=v*1000/ds*3.14 v=线速度米/分n=转/分d=锯片直径mm 3、如何计算喂料速率?
热门文档 高速钢锯片涂层知识
格式:pdf
大小:13KB
页数:2P
人气:76
4.6
高速钢锯片切削不锈钢注意事项 因为不锈钢的硬度较高,切割时候热传导率低等特点,使得切割难度加大不少。所以选择合适的锯片、圆锯机 1、金属圆锯片的选择 不锈钢的塑性、韧性都很大,车加工时切屑连绵不断,不仅影响操作的顺利进行,切屑还会挤伤已加工表面 切削材。在切割不锈钢锯片的选择上,建议采用碳氮化钛涂层、氮铝化钛涂层和铝氮化钛涂层的含钴高性能高速 是影响切削效果的重要因素之一,所以,在购买锯片时,记得注明是否用于切削不锈钢,这样的话,在开齿时就 专用齿形。 2、金属圆锯机的选择 根据我们多年的行业经验,一般来说,建议选择300或者以上的机型。机器的功率过小,容易影响金属圆锯 孩提大桶水,提得动,但是,很勉强,效率低不说,还容易受伤。 3、切割速度的选择 切削速度:加工不锈钢时切削速度稍微提高一点,切削温度就会高出许多,刀具磨损加剧,耐用度则大幅度 度,就要降低切削速度,一般按车削普通碳钢的
格式:pdf
大小:312KB
页数:2P
人气:76
4.7
 高速钢锯片铣刀和槽铣刀的热处理设备
高速钢锯片铣刀和槽铣刀的热处理设备 现在工具厂内锯片铣刀和槽铣刀(直径100~200毫米,厚度3毫米以下)的淬火,都是在盐浴炉或ta—28型半自动设备内手工进行的。为了防止铣刀在加热和冷却时产生的翘曲,在冷却过程中要把铣刀装在心轴上,并用楔块压紧。冷却后再加以分开。
格式:pdf
大小:235KB
页数:2P
人气:76
4.8
制造复杂模板时钢锯片的巧用 中、小型企业在制作一些复杂的模板时,其内腔材料的去除常采用钻连排细小(或较大)孔,然后再用錾子錾去多余材料的方法。此方法在制造过程中,稍不注意,经常将小钻头折断在工件之中,从而给内腔材料的去除带来了困难。文中提出了一种简便的加工方法,在加工复杂模板零件时,可较好地解决去除模板内腔材料的问题。
格式:pdf
大小:58KB
页数:1P
人气:76
4.4
高速钢锯条的等温退火法 一般折断的锯条,锯齿部分还是相当锐利的;如果把锯条折断部分的60公厘处(图1)加以局部退火(硬度由原来的r_c61~64降到h_b250以下),打个眼,重新装起来使用,这样便可以节约一批报废的锯条。我厂曾经採用这种办法处理了一批折断的锯条,都收到很好的效果。
格式:pdf
大小:214KB
页数:4P
人气:76
4.7
高速钢锯条翻新热处理小结 伟大领袖毛主席教导我们:“节省每一个铜板为着战争和革命事业,为着我们的经济建设……。”我厂每年由于下料,用钝的高速钢锯条上百根,以前都成了无用之物。1973年工具车间同志提出翻新旧锯条,变废为宝,勤俭建国。热处理车间积极配合,做了一些工作,现将情况汇报如下:
精华文档 高速钢锯片涂层知识
格式:pdf
大小:348KB
页数:2P
人气:76
4.7
高速钢锯条的离子S、N共渗 高速钢锯条是一般锯床上常用的一种切割锯片。经常规淬火处理,hrc64左右。这对切割一般碳钢及低合金钢使用寿命尚可,但切割一些特殊高合金钢使用效果则不理想。如我院校办工厂使用市售的w6mo5cr4v2钢锯条(hrc64.5),锯割φ120mm的cr12mov钢时,一根锯条切割2~3个锯口就不能使用了。为提高其耐用度,我们对购进的高速钢锯条进行离子硫氮共渗处理,结果获得了满意的效果,锯条寿命提高三倍以上。1.共渗处理工艺及结果
格式:pdf
大小:380KB
页数:3P
人气:76
4.8
高速钢锯条翻新处理工艺 通过对高速钢锯条翻新处理生产过程的研究与分析,提出了一套完整的锯条翻新处理工艺.该工艺包括高速钢锯条的退火、制齿、淬火和回火等一系列过程.实践证明,该工艺具有广泛的发展前景和良好的经济效益.
格式:pdf
大小:174KB
页数:2P
人气:76
4.3
钢锯片修磨器的研究与应用 针对机械类高职高专以及职业中专在校学生的实践教学,学生在锯削训练中,由于对锯削的方法、姿势等掌握不够,锯片的消耗较大,本文提出了一种简易的修磨手用钢锯片的机器,通过修磨,可使磨损后的钢锯片恢复到新购锯片的功能。该修磨方法既降低了实践教学的成本,又为社会节约了资源,减少了能源消耗。
格式:pdf
大小:117KB
页数:3P
人气:76
4.5
热处理温度对高速钢锯条锯切性能的影响 对高速钢锯条热处理过程中影响淬火温度准确性的因素进行了分析,探讨了淬火温度对高速钢锯条锯切性能的影响。
最新文档 高速钢锯片涂层知识
格式:pdf
大小:98KB
页数:1P
人气:76
4.6
增加高速钢锯条塑性的退火法 高速钢锯条在修复时,一般都需要重新开齿。如果采用通常的退火法,齿的硬度虽然只有rc20,但在扳齿时,齿根容易断裂。我们在退火后又采用740℃加热3小时,水冷,结果硬度没有增加,塑性却特别好,把锯条弯成弓形也不会断裂;在扳齿时更不会裂断了。这个方法采用成功,给锯条的修复提供了一个有效的经验。
格式:pdf
大小:32KB
页数:2P
人气:76
4.7
电圆锯锯片知识 一.锯片材料及热处理硬度 一般基体材料用65mn钢,热处理硬度为38-42hrc,国内由于刀头质量,焊接质量及 热处理质量影响,一般控制在35-40hrc。 刀头一般用yg8,国外锯片一般用yg8a和yg8x,yg8a为优质硬质合金,性能优 于yg8,yg8x相对于yg8组织上晶粒较细,红热韧性好,耐用,使用寿命长,在切 削过程中磨擦发热影响较小,但缺点成本较高,平均每个刀齿贵一倍左右。刀头硬度要 求大于hra90。 二.刀头磨齿角度 主要有四个角度较为重要: 前角:定义同《刀具切削原理》,根据国外锯片和样本,锯木材的锯片前角一般控制在 15-20°。原则上前角越大越锋利,但刀具使用寿命越短,易崩刃;因切削材料的不同, 前角也较大差异,切削材料越硬,相对切削阻力越大,应采用小前角,甚至出现负前角。 也有锯片前角到25°的锯片
格式:pdf
大小:684KB
页数:4P
人气:76
4.7
钢管数控仿形锯锯片TiAlN涂层技术的应用 随着我国钢管数控仿形锯切技术的广泛应用,使用常规的硬质合金锯片,因其锯齿硬度偏低,耐磨性差,致使锯切寿命比较短。采用pvd(物理气相沉积)的方式对合金锯齿进行tialn涂层,可以明显地提高锯齿刃口的耐磨性和耐热性,改善锯片的切削能力,延长其使用寿命,是一种具有良好应用前景的新技术。
格式:pdf
大小:14KB
页数:6P
人气:76
4.7
高速钢是一种具有高硬度、高耐磨性和高耐热性的工具钢,又称高速工具钢或锋钢。高速钢 是美国的.泰勒和m.怀特于1898年创制的。高速 钢的工艺性能好,强度和韧性配合好,因此主要用来制造复杂的薄刃和耐冲击的金属切削刀 具,也可制造高温轴承和冷挤压模具等。除用熔炼 方法生产的高速钢外,20世纪60年代以后又出现了粉末冶金高速钢,它的优点是避免了熔 炼法生产所造成的碳化物偏析而引起机械性能降低和 热处理变形。高速钢是一种含多量碳(c)、钨(w)、钼(mo)、铬(cr)、钒(v)等元素的高合金 钢,热处理后具有高热硬性。当切削温度高达600℃ 以上时,硬度仍无明显下降,用其制造的刀具切削速度可达每分钟60米以上,而得其名。 常见的普通高速钢有两种:钨系高速钢和钨钼系高速钢。钨系高速钢典型牌号为w18cr4v, 热处理硬度可达63-66hrc,抗弯强度可达
格式:pdf
大小:128KB
页数:未知
人气:76
4.5
淬火高速钢锯片铣刀激光成型切割 高速钢锯片铣刀片先淬火后激光加工成齿形、改变了传统的先机械加工成齿形后淬火的加工方法,本文通过齿形设计,工艺试验,组织性能主分析及试生产考核,论述了高速钢锯片铣刀,淬火后由激光切割齿形的新工艺比传统机加工方法有许多优越性,这在我国工具加工史上尚属首创。
格式:pdf
大小:573KB
页数:10P
人气:76
4.4
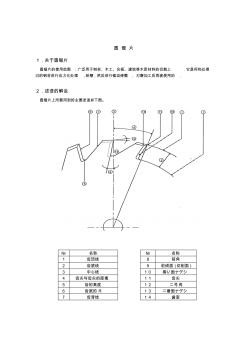
圆锯片 1.关于圆锯片 圆锯片的使用范围:广泛用于制材、木工、合板、建筑等木质材料的切割上.它是将热处理 过的钢材进行应力化处理,研磨,然后进行锯齿修整,刃磨加工后再被使用的. 2.述语的解说 圆锯片上所要用到的主要述语如下图。 №名称№名称 1齿顶线8前角 2齿底线9前倾面(切削面) 3中心线10掬い面ナゲシ 4齿尖与齿尖的距离11齿尖 5齿的高度12二号角 6齿底的r13二番面ナゲシ 7齿背线14歯室 3.齿形的种类,特征与用途 选择锯片时,如果锯片的齿形,角度不适合切削条件的话,切割感会很差,得不到很好的效果. 标准的齿形如下: 3-1竖切齿 竖切齿形的前角通常为15°~30°,它容易切削 材料的竖向纤维.但是切较硬的材料的话前角角度要 小一点。 3-2兼用齿 兼用齿是横切
格式:pdf
大小:13KB
页数:8P
人气:76
4.6
锯片的基本知识 硬质合金锯片是木制品加工最常用的刃具,硬质合金锯片的质量与加 工产品的质量有密切关系。正确的合理地选用硬质合金锯片对于提高 产品质量、缩短加工周期、减少加工成本具有重要的意义。 硬质合金锯片包含合金刀头的种类、基体的材质、直径、齿数、 厚度、齿形、角度、孔径等多个参数,这些参数决定着锯片的加工能 力和切削性能。选择锯片时要根据锯切材料的种类、厚度、锯切的速 度、锯切的方向、送料速度、锯路宽度需要正确选用锯片。 (一)硬质合金种类的选择 硬质合金常用的种类有钨钴类(代号yg)、钨钛类(代号yt)。 由于钨钴类的硬质合金抗冲击性较好,在木材加工行业中使用更为广 泛。木材加工中常用的型号为yg8-yg15,yg后面的数字表示钴含 量的百分数,钴含量增加,合金的抗冲击韧性和抗弯强度有所提高, 但硬度和耐磨性却有所下降,要根据实际情况加以选用。 (二)基体的选
文辑创建者
我要分享 >
职位:现场给排水工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐