基于ANSYS二次开发方矩形管辊弯仿真
2024-05-15
利用ANSYS平台的开发环境,在ANSYS自有的APDL参数化功能和冷弯成型特点的基础上,结合冷弯板料成型规律,建立弹塑性大变形有限元模型并采用动力显式算法对方矩形管冷弯成型过程进行仿真计算分析,实现了在ANSYS界面下输入预设辊花参数,得到冷弯变形后板料的等效塑性应力应变,实践证明利用此方法得到的参数和数据符合实际生产状况,因此达到了为工厂实际生产提供参考和依据的目的.

 冷弯方矩形管成型方式的选择
冷弯方矩形管成型方式的选择 方矩形管辊式冷弯成型有"先圆后方"和"直接成方"两种成型方式。以生产100mm×250mm×4mm规格的矩形管为例,对两种成型工艺所需带钢宽度进行了比较,认为采用"直接成方"工艺可节省原料。对水平配辊和竖直配辊方式进行分析,得出了采用竖直配辊可以减少空弯,使角部变形充分的结论。
方矩形管孔型的钝角设计 针对现有方矩形管直角设计法孔型的缺陷,提出方矩形管孔型的钝角设计方法。该方法的基本思路是:在不影响方矩形管变形的前提下,通过将孔型顶角由直角改为按一定规律变化的钝角,让呈卧菱形状的平辊孔型接纳呈立菱形状的管坯,接着让卧菱形状的管坯进入立菱形状的立辊孔型,随着变形的继续,逐渐缩小菱形孔型对角线之差直至为零,成为正方形。这样设计的方矩形管孔型优点突出,不仅孔型开口大、深度浅、线速度差小,而且孔型磨损小、变形阻力小、打滑程度轻、方矩形管表面质量好。这种避空孔型边缘的设计方法和设计思想对多种异型管孔型设计都有借鉴作用。
编辑推荐下载
格式:pdf
大小:401KB
页数:5P
人气:95
 4.4
4.4
冷弯方矩形管的性能特点及其在建筑业中的应用 介绍了冷弯方矩形管产品的分类、性能特点;目前国内外大中口径方矩形管产品的生产发展、分布和应用情况;大中口径的方矩形管在建筑业中的应用典型实例。展望了大中口径方矩形管产品的应用前景。
格式:pdf
大小:1.1MB
页数:3P
人气:95
4.8

**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
热门文档 基于ANSYS二次开发方矩形管辊弯仿真
格式:pdf
大小:55KB
页数:28P
人气:95
4.4
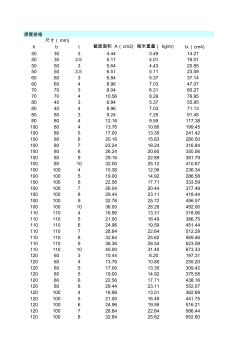
焊管规格 hbtix(cm4) 503034.443.4914.21 50303.55.114.0116.01 505035.644.4320.85 50503.56.515.1123.59 606036.845.3737.14 606048.967.0347.07 707038.046.3160.27 7070410.568.2976.95 804036.845.3755.85 804048.967.0371.13 808039.247.2591.45 8080412.169.55117.38 10080413.7610.80199.45 10080517.0013.35241.42 10080620.1615.83280.50 10
格式:pdf
大小:24KB
页数:2P
人气:95
4.5

1 方形、矩形管理论重量表 型号理论重量(kg/m)型号理论重量(kg/m) 20*20*1.20.7550*30*2.53.02 25*25*1.20.9450*30*33.6 40*40*22.2950*32*22.2 40*40*2.53.0250*35*2.53.32 40*40*44.6855*38*22.8 50*50*2.53.8160*40*2.53.81 50*50*34.4460*40*34.44 50*50*45.7460*40*45.74 60*60*2.54.5270*50*47.02 60*60*35.3880*60*37.09 60*60*47.0280*60*48.22 70*70*48.2280*60*510.25 70*70*510.290*40*2.55.19 8
格式:pdf
大小:16KB
页数:2P
人气:95
4.7
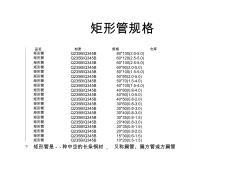
矩形管规格 品名材质规格仓库 矩形管q235b/q345b80*100(2.0-5.0) 矩形管q235b/q345b60*120(2.5-5.0) 矩形管q235b/q345b60*100(2.5-5.0) 矩形管q235b/q345b60*80(2.0-5.0) 矩形管q235b/q345b50*100(1.5-5.0) 矩形管q235b/q345b50*80(2.0-5.0) 矩形管q235b/q345b50*70(1.5-4.0) 矩形管q235b/q345b40*100(1.5-4.0) 矩形管q235b/q345b40*80(0.8-4.0) 矩形管q235b/q345b40*60(1.0-5.0) 矩形管q235b/q345b40*50(0.8-2.0) 矩形管q235b/q345b30*60(0.8
格式:pdf
大小:13KB
页数:1P
人气:95
4.6

折叠矩形管规格表 1、可执行jisg3466-88日本一般构造方矩管适应范围标准。 2、可执行gb6728-2002结构用冷弯空心型钢标准。 品名规格品名规格品名规格 矩形管400*600*6.0-16矩形管150*200*3.0-12矩形管60*120*2.5-6.0 矩形管300*500*6.0-16矩形管100*300*4.0-12矩形管60*100*2.5-6.0 矩形管200*500*6.0-16矩形管100*200*3.0-12矩形管60*80*2.0-5.0 矩形管200*400*6.0-16矩形管100*150*3.0-12矩形管50*90*3.0-4.0 矩形管200*350*6.0-16矩形管80*160*3.0-8.0矩形管50*150*3.0-6.0 矩形管200*300*6.0-14矩形管
格式:pdf
大小:38KB
页数:2P
人气:95
4.4
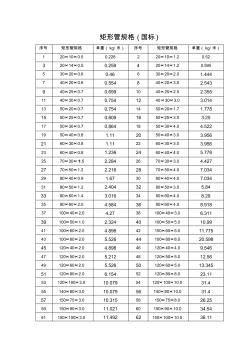
矩形管规格(国标) 序号矩形管规格单重(kg/米)序号矩形管规格单重(kg/米) 120×10×0.50.228220×10×1.20.52 320×14×0.50.259420×14×1.20.595 530×20×0.60.46630×20×2.01.444 740×20×0.60.554840×20×3.02.543 940×25×0.70.6991040×25×2.52.355 1140×30×0.70.7541240×30×3.03.014 1350×20×0.70.7541450×20×1.71.778 1550×25×0.70.8091650×25×3.03.25 1750×30×0.70.8641850×30×4.04.522 1950×40
精华文档 基于ANSYS二次开发方矩形管辊弯仿真
格式:pdf
大小:37KB
页数:2P
人气:95
4.6
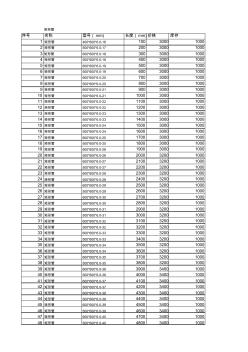
矩形管 序号名称型号(mm)长度(mm)价格库存 1矩形管400*600*6.0-1610030001000 2矩形管500*600*6.0-1720030001000 3矩形管600*600*6.0-1830030001000 4矩形管500*600*6.0-1840030001000 5矩形管600*600*6.0-1950030001000 6矩形管500*600*6.0-1960030001000 7矩形管600*600*6.0-2070030001000 8矩形管500*600*6.0-2080030001000 9矩形管600*600*6.0-2190030001000 10矩形管500*600*6.0-21100030001000 11矩形管600*600*6.0-
格式:pdf
大小:393KB
页数:3P
人气:95
4.8
基于吸能特性的矩形管截面优化 为了优化矩形管的截面尺寸,改善矩形管的吸能特性,应用ls-dyna软件对不同截面尺寸的矩形管的耐冲击性能进行数值分析,结果表明,随着长宽比逐渐变大,矩形管的耐冲击性逐渐变差,在变形过程中出现应力波动,当长宽比为1:1时的矩形管吸收的能量最大,且容易产生叠缩变形,对冲击载荷的对称性要求相对降低,其适合作为耐冲击结构的基本结构。
格式:pdf
大小:645KB
页数:4P
人气:95
4.4
高精度不锈钢尖角方矩形管的生产技术 根椐直缝方矩形焊管的变形规律、特点及影响质量的主要因素提出了高精度不锈钢尖角方矩形管的变形机制,形成了一整套的方矩形尖角管的工艺设计方法,提出了计算公式。该方法利用管坯的塑性变形填充方矩形管角部形成尖角,共使用两架土耳其头,各土耳其头轧辊之间相互定位,相互制约,以提高方矩形管的精度和生产过程的稳定性。在钢管纵向,利用定径机组的圆形管坯直接推进两架被动的土耳其头而形成尖角管。第一道土耳其头的主要作用是轧制出角(压角),第二道土耳其头的主要作用是轧制出平面(压面),这种方法较大地提高了方矩形管的尺寸精度,改善了方矩形管的角部形状,使用普通焊管机组能生产出高精度的方矩形管,用于装饰结构工程、体育器材、厨房装修等高品质工程。
格式:pdf
大小:250KB
页数:2P
人气:95
3
ansys二次开发及在斜拉桥成桥恒载索力中检算——提出采用ansys提供的二次开发技术进行桥梁问题求解,并将其成功地应用到确定斜拉桥成桥恒载索力中,为今后ansys在桥梁工程中的广泛应用奠定了良好的基础,同时也为今后研制和开发大型桥梁分析软件提供了一条新的...
格式:pdf
大小:9KB
页数:4P
人气:95
4.4
利用vba二次开发cad笔记 一开发环境和准备工作 1.开发环境:windowsxp系统(其他系统未测试) 2.编程语言:vba语言 3.cad版本: 安装cad2004,2006,2007版本,可直接运行。 安装2010以上版本需要单独安装vba,由于2010以上版本的vba,官方已经不再绑定安装 vba,因此需要安装独立的vba。 4.打开一个cad文件,打开菜单》工具》宏,visualbasic编辑器,添加对象,窗体等等, 保存工程文件,文件名.dvb,其中dvb是后缀。把该文件放在cad的安装目录下。 5.自动加载dvb文件,大约有如下几种方法: (1)vba自己加载法。将你的vba工程文件改名为acad.dvb,放在cad的安装目录下,vba初始 化后自动加载。 (2)startup
最新文档 基于ANSYS二次开发方矩形管辊弯仿真
格式:pdf
大小:22KB
页数:2P
人气:95
4.5
方形、矩形管理论重量表 型号理论重量(kg/m)型号理论重量(kg/m) 20*20*1.20.7550*30*2.53.02 25*25*1.20.9450*30*33.6 40*40*22.2950*32*22.2 40*40*2.53.0250*35*2.53.32 40*40*44.6855*38*22.8 50*50*2.53.8160*40*2.53.81 50*50*34.4460*40*34.44 50*50*45.7460*40*45.74 60*60*2.54.5270*50*47.02 60*60*35.3880*60*37.09 60*60*47.0280*60*48.22 70*70*48.2280*60*510.25 70*70*510.290*40*2.55.19 80*8

格式:pdf
大小:442KB
页数:4P
人气:95
4.8

第33卷 第3期 2007年6月 四川建筑科学研究 sichuanbuildingscience 收稿日期:2006204218 作者简介:张建华(1980-),男,内蒙古呼和浩特人,博士研究生,主 要从事大跨度空间结构的研究。 e-mail:jhzhang8032@emails.bjut.edu.cn ansys二次开发技术在索穹顶结构计算程序 中的应用 张建华,张毅刚 (北京工业大学空间结构研究中心,北京 100022) 摘 要:在分析了索穹顶结构的基本特点和ansys软件特性的基础上,利用ansys软件及其提供的二次开发工具开发了索 穹顶结构计算程序。在ansys的平台上开发了友好的人机交互界面,完成了索穹顶结构的参数化建模系统,并对其在ansys 环境下进行计算分析。最
格式:pdf
大小:141KB
页数:2P
人气:95
4.5
AutoCAD VBA二次开发用于风管弯头设计 现代水泥厂大型风管管道设计中,由于车间设备布局和管道位置变化,作为相邻管道连接过渡的风管弯头的设计占有较大比例,如何在方案设计中快速、便捷地按设计人员思路在所需图纸位置绘制出可供工程制作的分段风管弯头,特别是在局部方案数度改稿调整优化过程中,避免设计人员深陷简单、机械而又大量重复地
格式:pdf
大小:896KB
页数:4P
人气:95
4.7
基于Solidworks二次开发的丝锥参数化设计 结合solidworksapi对象的特点和丝锥的相关情况,在delphi编程环境下采用solidworks对丝锥进行二次开发,实现丝锥的三维参数化设计;介绍了设计的具体过程和关键技术。该方法解决了丝锥设计、计算繁杂的参数化建模的难题,提高了设计效率,为丝锥的设计开发提供了捷径。
格式:pdf
大小:412KB
页数:未知
人气:95
4.4
集装箱用方矩形管的研制 论述集装箱用方拒形管研制的全过程,包括产品技术要求,机组设备选型和改进,轧辊孔型设计,生产工艺参数,质量控制和检验,用户使用清况及经济效益等。
格式:pdf
大小:321KB
页数:未知
人气:95
4.8
集装箱用方矩形管的研制 1概况由于方矩形管具有强重比大、截面特性好、施工方便等特点,因此应用于结构工程中可以大幅度地减轻自重、缩短施工周期、节约金属。随着交通运输业的飞速发展,集装箱运输特别受到运输部门的欢迎,其需要量成倍增长,在远洋运输业尤为突出。
格式:pdf
大小:331KB
页数:未知
人气:95
4.4
方矩形管内接孔型设计方法 介绍了在先成圆再变方这种生产方式下的方矩形管孔型设计方法。该方法利用方矩形管成品尺寸作为变形轧辊的内接尺寸,通过简单的计算公式获得各道次轧辊孔型的基本参数,再根据成品管的长宽比合理地配置孔型结构,可有效提高成品管的轧制质量。
格式:pdf
大小:140KB
页数:未知
人气:95
4.7
方矩形管内接孔型设计方法 介绍了一种在先成圆再变方生产方式下的方矩型管孔型设计方法,利用方矩形管成品尺寸作为变形轧辊的内接尺寸,通过简单的计算公式得到各道轧辊孔型,根据成品管长宽比合理配置孔型结构,有效提高管坯表面轧制质量。
文辑创建者
我要分享 >
职位:安全质量环境管理员
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐