控制系统在炼钢厂方坯铸机高效化改造中的应用
2024-05-28
昆钢8~#方坯连铸机改造中,选用了美国AB公司的ControlLogix分布式控制系统,对铸机生产全过程进行自动控制,实现了连铸机基础自动化电仪一体化,完成了生产过程的自动控制。

第3期白云铁矿信息化发展中存在的问题及对策 于公网出口应适机进行相应扩容,申请更大的出口 带宽;对于防火墙等安全设备,可考虑在白云铁矿用 的juniperssg520边界防火墙上扩展千兆接口,可 顺畅地将现有应用迁移至千兆速率下运行,并可整 合fw的使用、管理。 (8)对于网络的集中管理,应尽快部署ad,采 用域的强管理模式,采用组策略管理器制定内网客 户端安全策略,并辅以网络管理软件;在此基础上部 署sccm,用它的软件管理和资产管理强大功能,进 行补丁管理和软件分发、部署等工作;在条件成熟时 部署isa服务器,增强网络边界基于应用层的过滤 能力;并实施enterasys安全网络,实施端口级认证; 增加证书服务器,对关键应用增加证书;增加ker2 beros认证等,采取一系列的措施来保证应用的高效 使用和网络的安全。 (9)目
本文介绍了涟钢转炉炼钢厂1#连铸机存在的主要问题和在高效化改造过程中采取的措施以及改造后所取得的明显效果。
编辑推荐下载
格式:pdf
大小:102KB
页数:2P
人气:83
 4.5
4.5
本文对转炉炼钢厂生产现状作了介绍,阐明了1^#连铸机进行改造的必要,并提出了具体的改造措施,介绍了改造取得的效果。
格式:pdf
大小:272KB
页数:2P
人气:83
4.4
本文对转炉炼钢厂生产现状作了介绍,阐明了1号连铸机进行改造的必要,并提出了具体的改造措施,介绍了改造取得的效果。
热门文档 控制系统在炼钢厂方坯铸机高效化改造中的应用
格式:pdf
大小:621KB
页数:4P
人气:83
4.4
 武钢第三炼钢厂铸坯热装工艺的应用
武钢第三炼钢厂铸坯热装工艺的应用 介绍了武钢第三炼钢厂在连铸坯热装生产实践,所采取的改进措施及直接热装轧制技术应用的情况。
格式:pdf
大小:483KB
页数:未知
人气:83
4.5
武钢一炼钢厂方坯连铸二冷段电磁搅拌试验简结 武钢为了将硬线钢等高碳钢从模铸转移到连铸中生产,并为以后在连铸中硬线钢的铸态质量作准备,即与武汉冶金科技大学合作,共同开发方坯连铸二冷段电磁搅拌技术,但由于各方面工作仍未成熟,本次试验还是以低碳钢作为搅拌对象,因此本文以lq235钢和20mnsi钢的试验数据为依据,分析电磁搅拌对铸态质量的影响,并对电磁搅拌成套设备作出评价。通过试验认为,此套二冷段电磁搅拌成套设备能适应二冷段严酷的工作环境,是搅拌钢水的可靠设备,操作简单,安装方便,维修简便,搅拌效果显著,只要作适当改进,可以替代进口,而且价格低廉,能在国内方坯连铸机上普及推广。
格式:pdf
大小:144KB
页数:1P
人气:83
4.3

本文主要阐述了莱钢炼钢厂为适应后线宽带轧制产能需要,提升设备保障精度,与中冶连铸共同对新区2#板坯连铸车间进行了高效改造的设计和实施,通过对结晶器、二冷系统、振动台等方面的改造和改进,使单机年产量具备了200万吨钢的水平。
格式:pdf
大小:106KB
页数:1P
人气:83
4.3
PLC控制系统在炼钢厂喂丝机设计应用 文章阐述了plc控制系统总体设计原则,并以以炼钢厂喂丝机控制系统为例,分析plc控制系统的设计与应用。
格式:pdf
大小:176KB
页数:4P
人气:83
4.5
炼钢厂8号连铸机钢坯输出装置存在推力不足、故障率高、设备检修不方便问题。以推力校核、油缸流量校核计算数据为依据,对钢坯输出装置进行改造。改造后,解决了原装置存在的问题,达到预期目标。
精华文档 控制系统在炼钢厂方坯铸机高效化改造中的应用
格式:pdf
大小:89KB
页数:1P
人气:83
4.7
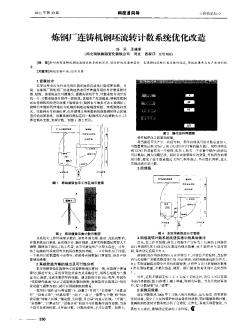
针对原有连铸机钢坯流转计数系统的不足,进行新的改造和设计。实现钢坯流转计数系统的稳定,降低故障率为生产更好的服务。
格式:pdf
大小:101KB
页数:1P
人气:83
4.4
浅谈PLC自动控制系统在炼钢厂的应用 本文按照炼钢的工艺流程介绍了plc自动控制系统在炼钢厂生产中控制的主要环节,并阐述了转炉自动控制系统及主要控制功能,并对通过人机操作界面实现的高炉集中监控功能做了详细介绍,该功能大大提高了冶炼过程自动化程度并实现了节能环保高效。
最新文档 控制系统在炼钢厂方坯铸机高效化改造中的应用
格式:pdf
大小:50KB
页数:1P
人气:83
4.8
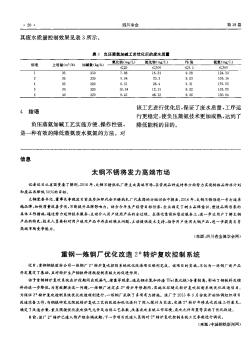
近日,重钢钢铁股份公司一炼钢厂20转炉复吹控制系统优化改造项目顺利完成。该项目的实施,不仅为一炼钢厂新产品开发奠定了基础,且对转妒生产钢铁料消耗控制有极大的促进作用。
格式:pdf
大小:807KB
页数:2P
人气:83
4.8
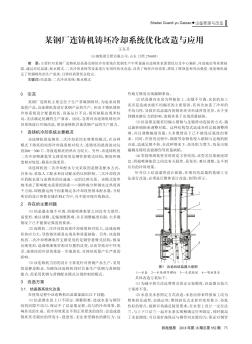
主要针对某钢厂连铸机结晶器及铸坯冷却系统在优钢生产中所暴露出连铸坯表面裂纹以及中心偏析、内部疏松等质量缺陷,通过对结晶器、配水模式、二次冷却系统等设备进行实用性优化改造,改善了铸坯冷却效果,降低了维修量和劳动强度,使连铸机满足了优钢铸坯的生产需求,且铸坯质量优良稳定。
格式:pdf
大小:89KB
页数:1P
人气:83
4.4

国内动态·43· ·国内动态· 连铸简讯 1)宝钢转炉二分厂1450双流板坯连铸机自2000年10 月至2003年底已实现连续38个月浇铸39600炉无漏钢的纪 录,而且现在仍在继续。(注:平均炉产量250t) 2)武钢二钢厂3号板坯连铸机2003年多品种、异断面 连浇突破379炉,创全国新纪录。(注:平均炉产量80t) 3)攀钢公司自2004年4月1日起按全连铸组织生产。 攀钢2003年连铸比<60%,2004年1月连铸比达84.63%,3 月进行全连铸拉练。500万t级规模实现全连铸难度较大, 实现全连铸对全行业具有重要意义。 4)重钢炼钢厂1号方坯连铸机(5流),2004年前两个月 产量已达loo万l/年水平,合格率99.9%、作业率92.16%、 溢漏率0.04%,平均连浇51.35炉、平均连浇32.69h。该连 铸机原设计生产能力为50万t/a,2002年技改后增为90万
格式:pdf
大小:84KB
页数:1P
人气:83
4.5
随着韶钢的产业升级,公司的四条棒线材生产线需要大量6米以上的长钢坯,公司的坯材平衡将出现严重的矛盾,因此,需对炼钢部一钢厂的3.3米方坯连铸机进行长坯生产改造,实现效益最大化。
格式:pdf
大小:133KB
页数:1P
人气:83
4.6
炼钢厂50吨转炉动态炼钢控制系统的开发与应用 文章重点的分析了莱钢炼钢厂转炉动态炼钢控制系统,认真的讲述了转炉动态炼钢所具有的独特性要素,而且对重要的工艺开展了全面的叙述。
格式:pdf
大小:349KB
页数:5P
人气:83
4.7
韶钢第三炼钢厂板坯连铸生产实践 针对新投产板坯铸机生产中出现的q345钢粘结漏钢频繁和包晶钢表面纵向裂纹多的状况,分析其原因,并采取相应措施,解决了粘结漏钢问题,提高了铸坯表面质量。
格式:pdf
大小:360KB
页数:3P
人气:83
4.5
广钢转炉炼钢厂连铸坯质量研究 本文介绍了转炉炼钢厂通过采取有效措施,减少退废、脱方及横向裂纹废品,提高连铸坯质量
格式:pdf
大小:203KB
页数:未知
人气:83
4.4
昆钢第三炼钢厂连铸板坯热送实践 总结昆钢第三炼钢厂板坯热送实践,论述铸坯热送工艺的优越性,对今后提高板坯热送比,提供经验借鉴。
文辑创建者
我要分享 >
职位:资深消防设计师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐