炼钢连铸机移位改造项目大包回转台施工
2024-07-02
针对三钢二炼钢3号连铸机大包回转台基础施工过程中出现的问题,通过对两种常规方案进行可行性分析,大胆创新,提出采用新旧桩结合的新方案,经过实施收到了良好效果,从而为今后类似改造工程提供了一种成功案例。

 连铸机钢包回转台吊装施工工艺
连铸机钢包回转台吊装施工工艺 通过实例介绍了连铸机钢包回转台吊装施工的技术难点,特别探讨了在厂房封闭的情况下,如何进行回转台的吊装施工。
邯钢CSP续建连铸机及大包回转台基础大体积混凝土施工 简要介绍了混凝土裂缝控制计算的运用,通过采取有效管理措施和施工技术,防止了冬季大体积混凝土施工时裂缝的产生
编辑推荐下载
格式:pdf
大小:168KB
页数:2P
人气:59
 4.7
4.7
韶钢炼轧厂连铸回转台钢包加盖装置自2000年底投产运行以来,由于设备选型及设计等缺陷,设备运行差,故障率高,造成连铸钢包钢水热损失严重,浇注困难.2006年底对该装置进行了技术改造,效益显著.
格式:pdf
大小:188KB
页数:未知
人气:59
4.6
钢包回转台回转支承的故障诊断与更换 针对炼钢厂3#连铸机钢包回转台最近一年来启动电流明显增大等故障现象,通过对回转支承实施在线状态检测,结合日常维护情况进行综合分析,明确回转台回转支承的存在问题,最后实施更换处理,消除了重大设备隐患.
热门文档 炼钢连铸机移位改造项目大包回转台施工
格式:pdf
大小:2.1MB
页数:62P
人气:59
4.8
内蒙古科技大学毕业设计说明书(毕业论文) i 摘要 这次设计的题目是蝶形钢包回转台,蝶形钢包回转台是是属于双臂整体旋转 单独升降试,它是目前回转台最为先进的一种形式,钢包回转台是现在连续铸造 和炼钢过程中最普遍的运载和承托钢包进行浇注的设备,通常设置与钢水接受与 浇注跨柱列之间。所设计的钢包回转半径,使得浇钢包水口处于中间包上面的规 定位置。用钢水接受跨一侧的吊车将钢包放在旋转台上,通过回转台回转,使钢 包停在中间包上供给其钢水。浇注的空包则通过回转台回转。在运回钢水接收跨, 在设计钢包回转台的过程中,主要包括正常态体和事故状态下钢包回转台传动方 案的设计,回转台结构尺寸的确定,主要零件的选择、计算与校核;电动机、减 速器、气动马达、液压缸的选择与计算,以及钢包升降装置、锁紧装置、称重装 置、加盖装置的设计,此外,还介绍部分主要零件具体的安装、维修、润滑、操 作方法
格式:pdf
大小:140KB
页数:未知
人气:59
4.3
钢包回转台提升梁的焊接 通过对蝶式钢包回转台提升梁材料q345b-z15厚板焊接工艺分析,以及提升梁焊装难点、重点详细分析,采取了一些新型实用的方法,并阐述了该方法的要点。通过实际制作证明,采用此方法确保产品质量,降低了制造成本,缩短生产工期,为类似大型焊接件焊装积累宝贵经验。
格式:pdf
大小:403KB
页数:未知
人气:59
4.6
钢包回转台内座架装焊工艺 介绍1900mm连铸机钢包回转台内座架生产中采取的装焊工艺方案,并针对焊接过程中的变形及局部焊缝质量不能满足技术要求等问题提出改进措施
格式:pdf
大小:147KB
页数:2P
人气:59
4.8
钢包回转台锁紧定位装置 简要介绍钢包回转台锁紧定位装置在连铸生产中的作用,定位装置不同的工作型式及工作原理。
格式:pdf
大小:227KB
页数:6P
人气:59
4.7

-1- 钢包回转台举升机构 1前言 钢包回转台是炼钢厂的关键设备,位于炼钢跨和连铸跨之间,用于承接钢包并实 现连续浇铸。其作用是将炼钢跨送来的盛满钢水的钢包送至连铸跨的浇铸位置,钢水 浇铸完后,通过转台的回转,将空包送回炼钢跨。当钢水浇注结束后,经设备旋转将 空钢包送回炼钢跨,同时将新的盛满钢水的钢包送到连铸跨,从而保证连铸机连续浇 注生产 [1] 。 在近代连铸设备中采用钢包回转台具有如下特点: 1)它能迅速准确的将载满钢水的钢包运送至浇钢位置,并在浇钢过程中支承钢 包; 2)更换钢包迅速、能适应多炉连浇的需要;发生事故或断电时,能迅速将钢包 移至安全位置; 3)能实现保护浇注,并通过安装钢水称重装置,浇注更顺利; 4)占用浇铸平台面积小,有利于浇注操作[2]。 由于钢包回转台在连铸生产中被广泛采用,因此其结构的可靠性、安全性,以及 制造的合理性、经
精华文档 炼钢连铸机移位改造项目大包回转台施工
格式:pdf
大小:147KB
页数:2P
人气:59
4.8
钢包回转台锁紧定位装置 简要介绍钢包回转台锁紧定位装置在连铸生产中的作用,定位装置不同的工作型式及工作原理。
格式:pdf
大小:44KB
页数:2P
人气:59
4.3
针对转炉炼钢厂4#连铸机冷床跑偏问题,从重新浇注冷床混凝土基础着手对冷床进行了彻底改造。改造后,不仅根除了冷床跑偏问题,还有效提高了冷床强度及传动过程中的平稳度。
格式:pdf
大小:13KB
页数:2P
人气:59
4.6

通过对转炉炼钢厂1#连铸机的改造,转炉炼钢厂连铸坯产量得到了保证,提高了连铸坯质量,有效的降低了生产成本,取得了可观的经济效益。
格式:pdf
大小:73KB
页数:3P
人气:59
4.6
掘进机回转台联接螺栓受力分析 掘进机回转台联接着截割部和履带架,承受截割部受到的外力与自身的重力作用,并传递给履带架,回转台与履带架是通过螺栓联接,以传递载荷并保证整机的稳定性,所以螺栓联接的可靠性关系到整机的性能。通过对螺栓的受力情况进行分析,确定回转台与履带架联接螺栓受力最大的情况。
格式:pdf
大小:407KB
页数:未知
人气:59
4.4
掘进机回转台焊接工装设计 回转台是掘进机的一个重要组成部件,其生产制造质量好坏决定着整机的使用性能。文章针对掘进机回转台制造过程中暴露出的一些问题,设计一种回转台焊接工装,该工装可使生产制造回转台时,焊接零件定位更准、尺寸精度更高,减少机械加工量,提高生产效率,降低生产成本。
最新文档 炼钢连铸机移位改造项目大包回转台施工
格式:pdf
大小:213KB
页数:3P
人气:59
4.8
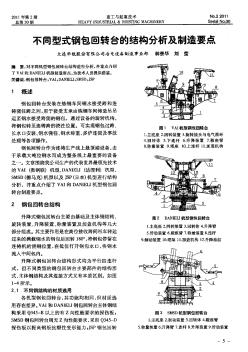
对不同机型钢包回转台结构进行分析,并重点介绍了vai和danieli机型制造要点,为技术人员提供借鉴。
格式:pdf
大小:42KB
页数:10P
人气:59
4.8
1 目录 一、综合报告 185、新世纪炼钢科技进步回顾与“十二五”展望----------------钢铁研究总院殷瑞钰 213、重钢干式真空装置优化及应用 重庆钢铁(集团)有限公司董荣华周宏胡兵等 187、x80/70管线钢板条串状cao-al2o3系b类夹杂物控制研究⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯.. 北京科技大学冶金与生态工程学院王新华,李强,黄福祥 首钢总公司李海波,杨建 180、电弧炉炼钢装备技术的发展---------------------- 北京科技大学冶金与生态工程学院朱荣何春来 184、氧气顶吹转炉使用石灰石造渣炼钢----------------- 北京科技大学冶金与生态工程学院-李宏宋文臣冯佳等 181、洁净钢生产新流程的研究与开发-----------------------------------钢铁研究总
格式:pdf
大小:172KB
页数:2P
人气:59
4.7
介绍了用西门子s7-200系列plc对du组合机床单机液压回转台控制系统的改造,阐述了系统的工艺流程,给出改造后plc端子接线图和主要的软件控制程序。实践结果证明改造后控制系统稳定、可靠,故障率低,机床的生产效率得到提高。
格式:pdf
大小:89KB
页数:1P
人气:59
4.7
针对原有连铸机钢坯流转计数系统的不足,进行新的改造和设计。实现钢坯流转计数系统的稳定,降低故障率为生产更好的服务。
格式:pdf
大小:102KB
页数:2P
人气:59
4.5
本文对转炉炼钢厂生产现状作了介绍,阐明了1^#连铸机进行改造的必要,并提出了具体的改造措施,介绍了改造取得的效果。
格式:pdf
大小:180KB
页数:1P
人气:59
4.7
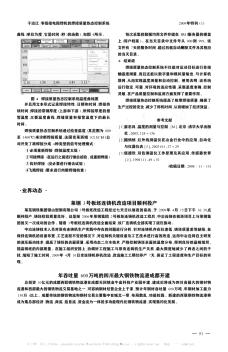
曲线(单位为度,它是时间(秒)的函数),如图4所示。 图4 焊接质量热态控制系统温度曲线图 并且用文本形式记录焊接特性:日期和时间、焊接持 续时间、焊接的带钢厚度(上游和下游)、所焊接厚度的报 警温度、主要温度曲线、焊缝质量和报警温度下的最长 时间。 焊接质量热态控制系统通过检查温度(其范围为600 至1400℃)来诊断焊接质量,法国克莱西姆(clecim)公 司开发了将焊接分成4种类型的信号处理模式: ①必须重新焊接(焊接温度太低) ②可疑焊接(在运行之前进行锤击试验,或重新焊接) ③良好焊接(没必要进行锤击试验) ④飞溅焊接(要求进行肉眼焊缝检查) 每次采集的数据均用文件存储在hmi服务器的硬盘 上(用户档案)。在当天目录中文件号从000到999。该 文件有7天的服务时间,超过后就自动删除文件及其相应 的当
格式:pdf
大小:272KB
页数:2P
人气:59
4.4
本文对转炉炼钢厂生产现状作了介绍,阐明了1号连铸机进行改造的必要,并提出了具体的改造措施,介绍了改造取得的效果。
格式:pdf
大小:241KB
页数:2P
人气:59
4.6
介绍包钢炼钢厂4号扁坯连铸机改造的实践经验,通过对结晶器、二冷区设备、振动台等部位的改造,大大提高了连铸机的生产能力。
格式:pdf
大小:176KB
页数:4P
人气:59
4.5
炼钢厂8号连铸机钢坯输出装置存在推力不足、故障率高、设备检修不方便问题。以推力校核、油缸流量校核计算数据为依据,对钢坯输出装置进行改造。改造后,解决了原装置存在的问题,达到预期目标。
文辑创建者
我要分享 >
职位:土建项目工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐