普通外圆磨床经济型数控改造方法介绍
2024-05-15
随着我国机械行业的不断发展进步,用户对数控外圆磨床的需求量也在不断地增加。配置进口数控系统的数控外圆磨床功能齐全、精度高、可靠性好,但价格昂贵。面对此种情况,不少用户选择在旧机床上进行数控改造。旧机改造有几大优点:


在机械行业中,现阶段已经大量应用了各类数控机床,极大地降低了工人的劳动强度。由于自动化程度较高,使一人双机至多机操作成为可能,极大地提高了生产效率。但相当多的机械制造企业,还有为数不少早期购入的通用设备。该类设备的特点是通用性好,适应各类产品的一般加工,但普遍
随着我国工业生产水平的不断提升,工业产品开始朝着小、精、专的方向发展,对万能工具磨床的施工精度提出了更高的要求。文章主要就万能工具磨床的数控改造工作进行了研究分析。
编辑推荐下载
格式:pdf
大小:433KB
页数:2P
人气:98
 4.4
4.4
 普通车床数控改造中圆弧插补的实现
普通车床数控改造中圆弧插补的实现 圆弧插补算法是数控技术中的一项关键技术。针对普通车床数控改造的实际情况,在给出数字积分法圆弧插补原理的基础上,结合控制系统的硬件组成,给出了圆弧插补的实现过程。
格式:pdf
大小:326KB
页数:5P
人气:98
4.4
普通经济型数控车床在加工批量棒料类零件过程中刀架需根据工艺要求更换不同刀具,一个改造工件加工完毕后需人工手动装夹工件。在人力成本空前增长的今天这类费时费力的加工方法已难以满足发展需求。为此,通过对经济型数控车床自动化改造,增设液压动力卡盘-组合刀排-气动取料装置(机械手)-连锁装置,实现自动化生产,无需逐个装夹工件,在保证零件质量条件下,从原来1人操作单台数控车床提高到单人同时操作2~4台数控车床,从而降低操作者的劳动强度并提高生产效率,具有很好的实用性和推广应用价值。
热门文档 普通外圆磨床经济型数控改造方法介绍
格式:pdf
大小:131KB
页数:1P
人气:98
4.7
机床数控化改造具有一定经济性、实用性和稳定性。其改造涉及到机械、电气、计算机等领域,是一项理论深、实践强的系统工程。在进行数控改造时,应该做好改造前的技术准备。改造过程中,机械修理与电气改造相结合,先易后难、先局部后全局。要实现数控加工,编程是关键。由于数控车床可以加工普通车床无法加工的复杂曲面,加工精度高,质量容易保证,发展前景十分广阔,因此掌握数控车床的加工编程技术尤为重要。
格式:pdf
大小:51KB
页数:1P
人气:98
4.4
机床数控化改造具有一定经济性、实用性和稳定性。其改造涉及到机械、电气、计算机等领域,是一项理论深、实践强的系统工程。在进行数控改造时,应该做好改造前的技术准备。改造过程中,机械修理与电气改造相结合,先易后难、先局部后全局。要实现数控加工,编程是关键。由于数控车床可以加工普通车床无法加工的复杂曲面,加工精度高,质量容易保证,发展前景十分广阔,因此掌握数控车床的加工编程技术尤为重要。
格式:pdf
大小:112KB
页数:1P
人气:98
4.4
随着中国经济的快速发展,工业加工要求不再仅仅满足于小规模的手工加工,大规模高精度的批量加工逐渐成为工业领域的主流。而工业加工的重要机械装备——机床,也必然需要实现从传统的手动操作的普通机床向更高精度、更智能化的数控机床的转型。在这个过程中,我们既要保证转型的合理性和稳定性,在尽可能最大化实现数控机床的有力优点的同时,综合考虑技术上及费用上的可行性,在精度要求不是特别高的情况下,使普通车床可以在机械部分上,更加切合数控应用,附加出更高更好的经济价值。
格式:pdf
大小:368KB
页数:30P
人气:98
4.7
目录 一、设计任务书⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯2 二、总体改造方案⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5 三、x6132型万能卧式升降台铣床传动系统⋯⋯⋯⋯⋯8 四、步进电机和滚珠丝杠副的选取计算⋯⋯⋯⋯⋯⋯⋯8 五、关于滚珠丝杆副的性能分析⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯18 六、双片齿轮错齿法⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯20 七、部分控制软件的框图⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯21 八、硬件部分电路的设计⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯22 九、凸轮加工程序⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯25 拾、设计体会⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯27 拾一、参考文献⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯28 1 毕业设计(论文)课题任务书 系:机械系专业:机械制造与自动化
格式:pdf
大小:154KB
页数:1P
人气:98
4.6
设计经济型机床总体数控化改造方案,对滚珠丝杠、步进电机、自动刀架及脉冲编码器等的型号进行合理选择,完成数控机床的机械部分改造。改造方法简单易行、成本低、提高生产率,解决中小企业购置数控机床难的问题。
精华文档 普通外圆磨床经济型数控改造方法介绍
格式:pdf
大小:54KB
页数:2P
人气:98
4.6
铁路车轴加工用普通车床的数控改造 结合现场实际,在技术性能和投资两个方面通过对比分析了铁路车轴加工用普通车床的数控改造和新购置数控车床的经济性和实用性。
格式:pdf
大小:1.7MB
页数:2P
人气:98
4.6
普通车床在工件加工中;不仅效率较低;而且加工成品的误差较大;无法满足使用需求;造成了材料资源的浪费;带来了经济上的损失;随着计算机技术的发展;数控机床逐渐得到了推广使用;普通车床的数控改造是一种必然趋势;在数控改造过程中;通过控制系统的数字化设计;控制前端的加工设备完成自动化补偿;极大的提高了工件的加工精度、加工速度;本文首先列举了普通车床加工误差的常见原因和数控车床加工误差补偿原理;随后就普通车床数控改造中误差补偿系统的设计思路和设计要点展开了简要分析;

格式:pdf
大小:81KB
页数:9P
人气:98
4.6
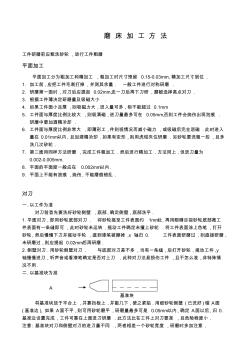
磨床加工方法 工件研磨前应粗洗砂轮,进行工件粗磨 平面加工 平面加工分为粗加工和精加工,粗加工时尺寸预留0.15-0.03mm,精加工尺寸到位. 1.加工前,应把工件毛刺打掉,并测其余量.一般工件进行对称研磨. 2.研磨第一面时,对刀后应提起0.02mm,走一刀后再下刀研,磨般选择高点对刀. 3.根据工件薄决定研磨量及吸磁大小. 4.如果工件面小且厚,则吸磁力大,进入量可多,钽不能超过0.1mm 5.工件面与厚度比例比较大,则吸满磁,进刀量最多可在0.05mm,否则工件会烧伤出现泡痕. 研磨中要加酒精冷却. 6.工件面与厚度比例非常大,即薄形工,件则视情况而减小磁力,或吸磁后完全退磁.此时进入 量在0.01mm以内,且加酒精冷却.如果有变形,则用虎钳夹住研磨.另砂轮要洗粗一些,且多 洗几次
格式:pdf
大小:218KB
页数:5P
人气:98
4.3
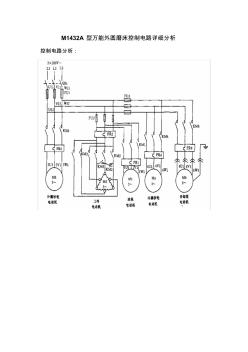
m1432a型万能外圆磨床控制电路详细分析 控制电路分析: https://wenku.baidu.com/view/d381eb7901f69e314332948b.html 合上电源总开关qs,380v交流电压加在9区控制变压器tc的 初级绕组的两端,经降压后输出110v交流电压作为控制电路的电 源,24v交流电压作为机床工作照明灯电源,6v交流电压作为交流 电压的信号灯电源。在区中,熔断器fu6作为控制电路的总保护, 熔断器fu4作为机床工作照明的短路电流,熔断器fu5为指示灯的 短路保护。12区中热继电器kr1、kr2、rr3、kr4、kr5点组成了机 床的过载保护电路,当任何一电动机过载时,它们中间的动合触点断 开,切断控制电路的电源,使机床停止运行。 (1)油泵电动机m1控制电路。13区中按钮sb2为油泵电动
最新文档 普通外圆磨床经济型数控改造方法介绍
格式:pdf
大小:293KB
页数:4P
人气:98
4.7
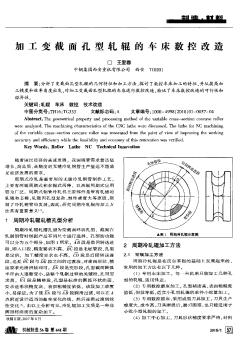
分析了变截面孔型轧辊的几何特征和加工方法,探讨了数控车床加工的特征,并从提高加工精度和效率角度出发,对加工变截面孔型轧辊的车床进行数控改造。验证了车床数控改造的可行性和经济性。
格式:pdf
大小:962KB
页数:4P
人气:98
4.7
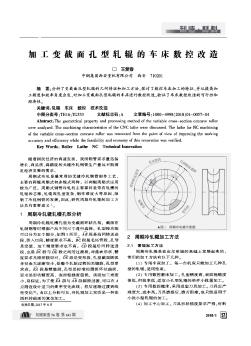
分析了变截面孔型轧辊的几何特征和加工方法,探讨了数控车床加工的特征,并从提高加工精度和效率角度出发,对加工变截面孔型轧辊的车床进行数控改造,验证了车床数控改造的可行性和经济性。

格式:pdf
大小:39KB
页数:1P
人气:98
4.8
机床数控刀片磨床 西汉江机床有限公司研制开发新产品zmk7305数控可转位刀片周边磨床。zmk7305数控刀片磨床是一台主要用于硬质合金可转位刀片磨削加工的专用磨床,它的突出特点是一机多用,通过一次装夹,即可完成刀片四周的平面、
格式:pdf
大小:696KB
页数:56P
人气:98
4.4
内容摘要:1946年诞生了世界上第一台电子计算机,这表明人类创造了可增强和 部分代替脑力劳动的工具。它与人类在农业、工业社会中创造的那些只是增强体力劳 动的工具相比,起了质的飞跃,为人类进入信息社会奠定了基础。 数控机床是综合计算机、自动控制、自动检测及精密机械等高新技术的产品,是 典型的机电一体化产品。它的出现及所带来的巨大效益,引起世界各国科学家和工业 界的普遍重视。发展数控机床是当前我国机械制造业技术改造的必由之路,是未来工 厂自动化的基础。 数控机床是装备制造业的工作母机,是实现制造技术和装备现代化的基石,是保 证高新技术产业发展和国防军工现代化的战略装备。目前,由于我国数控机床产业发 展相对滞后,已经制约了整个装备制造业的发展,直接影响到国防军工产业安全。国 内外装备制造业的发展表明,发展装备制造业,数控机床是基础。“十五”期间,我国 机床连续几年快
格式:pdf
大小:107KB
页数:未知
人气:98
4.5
经济型数控车床加工异形螺旋槽螺纹 图1所示实物图是我院实习教学中给某工厂加工的一件外协产品,名称为输料螺旋轴,是某机器上运送物料的一个部件,材料为铸造铝合金。从整体上看为锥螺纹,且是一个左旋螺纹,并且螺旋槽的形状比较复杂,螺旋部分长度为550mm,加工时刚性较差,需要低转速小吃刀量进行,螺旋槽结构由三段圆弧和一条直线段构成,属于异形螺纹类,普通机床上是无法加工的。而且数控车床上没有可以直接引用的螺纹加工代码,因此难点在于程序的编写和刀具的选用。
格式:pdf
大小:1.3MB
页数:49P
人气:98
4.5
毕业论文(设计) 题目:车床横刀架进给数控改造 校区(函授站): 专业:机电一体化 班级: 学号: 学生姓名: 导师姓名: 起止时间: 1 毕业论文(设计)任务书 学生姓名指导教师职称教授 校区(函授站)专业机电一体化 题目车床横刀架进给数控改造 任务与要求 1.完成一台机床工作台的数控改造;要求工作台能实现点位(或连续)控制; 2.改造部分进给伺服系统一个坐标轴的机械装配图一张(a1); 3.计算机i/o接口、驱动电路等电路原理设计图一张(a1); 4.设计说明书8000字左右(前言,控制系统总体方案的分析及框图,机械部分设计计算,机 构设计说明,硬件电路设计说明,技术经济分析,结束语,参考文献,后记,附录); 5.选步进电机为驱动电机,脉冲当量取0.01mm/step; 6.旋转——移动的转换用滚动丝杠; 7.能用键盘输入命令,控制工作
格式:pdf
大小:598KB
页数:48P
人气:98
4.4

目录 1引言..............................................................1 2普通机床的数控改造................................................2 2.1设计的内容及任务..............................................2 2.2数控车床工作原理及组成........................................2 2.2.1数控机床工作原理.........................................2 2.2.2数控机床的组成:.........................................2 3总体方案的拟定和论证....
格式:pdf
大小:759KB
页数:4P
人气:98
4.6
采用经济型数控系统改造cq61100和c630车床,并用滚珠丝杆和步进电机改造原车床x轴、z轴两个坐标方向的进刀机构,充分利用cam软件的自动编程功能,可加工各种不同规格的顶头、矫直辊、输送辊及其他异型面的产品。以较为经济的投入进行车床的数控改造,可大大增强原有设备的加工能力。
格式:pdf
大小:215KB
页数:2P
人气:98
4.6
车床数控改造的结构选型及编程中的工艺处理 我们用jsz—3型车床微电脑控制系统对ca6140车床进行了改造,提高了生产效率及产品质量,增加了机床的功能,减轻了劳动强度。1.机床改造的结构选型机床改造的结构选型必须从本单位的实际出发,我们主要考虑以下两点:一是能满足改装后的功能需要,二是改装后尽量保留原机床的全部手动功能,实
文辑创建者
我要分享 >
职位:城更规划师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐