塑胶件小型孔槽CNC
2024-05-18

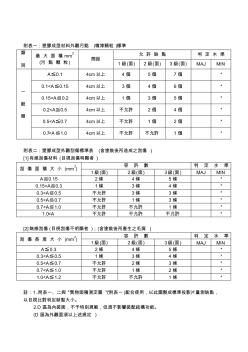
附表一:塑膠成型材料外觀污點(噴漆顆粒)標準 類 別 最大面積mm2 (污點顆粒) 間距 允許缺點判定水準 1級(面)2級(面)3級(面)majmin 一 般 類 a≦0.14cm以上4個5個7個* 0.1<a≦0.154cm以上3個4個6個* 0.15<a≦0.24cm以上1個3個5個* 0.2<a≦0.54cm以上不允許2個4個* 0.5<a≦0.74cm以上不允許1個2個* 0.7<a≦1.04cm以上不允許不允許1個* 附表二:塑膠成型外觀刮傷標準表(含塗裝後所造成之刮傷) [1]有感刮傷材料(目視刮傷明顯者) 刮傷面積大小(mm2) 容許數判定水準 1級(面)2級(面)3級(面)majmin a≦0.152條4條
德信诚培训网 更多免费资料下载请进:http://www.***.***好好学习社区 塑胶件检验规范 1.0目的: 明确塑胶件产品检验判定标准,有效管控产品的品质,确保产品满足正常的生 产与客户的要求。 2.0范围: 适用于所有的塑胶件检验。 3.0作业内容 3.1外观检验条件: 光照度:800±200lux(约40w日光灯下),距被测物60cm。 检验距离:人眼距被测面25-35cm。 观察角度:测物被检测面与视线成45度,上下左右转动被测物15度以内。 观察时间:每面检察3-5秒。 视力要求:裸视或矫正视力在1.0以上且无色盲。 3.2检验依据: 有效的客户样板、图纸、有关技术文件。 3.3抽样方案: 按mil-std-105e的正常检验2级水平单次抽样方案。 允收水准:cr=0ma=0.40mi=0.65。 3.4检验仪器:
编辑推荐下载
格式:pdf
大小:37KB
页数:2P
人气:77
 4.4
4.4

深圳市微宏实业发展有限公司 塑胶件进料检验标准 文件编号wi-001-001 工作文件版次v1.0 生效日期2006年8月1日页次第1页共2页 编制:张勇祥审批: 1.0目的: 此文件确认塑胶来料标准,以确保公司品质均能满足客户要求。 2.0范围: 此标准适用各种塑胶来料的品质审查。 3.0定义 无 4.0权责 品质部根据此标准对塑胶来料在制品进行外观和包装判定。 5.0内容: 5.1外观检查 5.1.1方法:在距40w荧光灯1m-1.2m光线内,眼睛距物20-30cm,视物约3-5秒. 5.1.2成品表面缺陷判定(下表中缺陷同一几何面允许1pcs) 缺陷项目 一级产品接收标准二级产品接收标准三级产品接收标准 (不喷油) 刮花 正面长度ll≤0.2mml≤0.2mml≤0.1mm 侧面长度ll≤1
热门文档 塑胶件小型孔槽CNC
格式:pdf
大小:61KB
页数:3P
人气:77
4.5
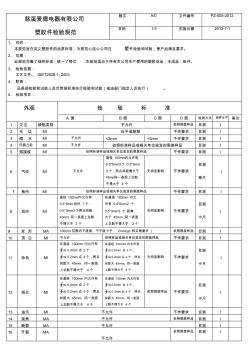
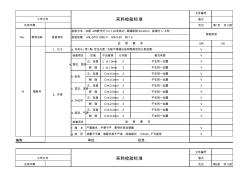
慈溪爱德电器有限公司 塑胶件检验规范 版次a/0文件编号pz-005-2012 页码1/3实施日期2012-7-1 1、目的: 本规范旨在定义塑胶件的品质标准,为规范心连心公司注塑件检验和试验,使产品满足要求。 2、范围: 此规范完善了抽样标准;统一了格式.本规范适应于所有本公司生产使用的塑胶成品,半成品,组件。 3、检验依据: 工艺文件。gb/t2828.1--2003 4、职责: 品保部检验和试验人员负责按标准执行检验和试验(或由部门指定人员执行)。 5、检验项目: 外观检验标准 a面b面c面d面检测方法抽样水平备注 1欠注缺陷类别不允许依照限度样品目测i 2毛边mi压平或削除不作要求目测i 3缩水mi不允许<3mm<5mm不作要求目测i 4凹痕凸起mi不允许依照标
格式:pdf
大小:23KB
页数:1P
人气:77
4.8

致命缺陷严重缺陷轻微缺陷 01.52.5 致命严重轻微 ①长度、内外径、壁厚尺寸允许偏差符合gb8162- 87要求。 ②特殊要求符合采购订单要求。 牌号供方供货必须提供材料牌号且符合采购订单要求。√ 弯曲度钢管长度为2-10.5m的,弯曲度不得大于1.5mm/m;√ 抗拉强度符合gb699-88标准要求。√ 焊接抗拉强度 焊接抗拉强度不低于295mpa,经砸扁试验焊缝无开 裂,符合gb/t246-1997标准要求。√ 屈服点符合gb699-88标准要求。√ 伸长率符合gb699-88标准要求。√ ①不允许有裂缝、毛刺、压痕和明显划花、碰伤。 ②不允许有裂纹、轧折、离层和结疤。 焊缝焊缝要熔透、平整,错位不超过壁厚的10%。√ 广州市丽江椅业有限公
格式:pdf
大小:131KB
页数:5P
人气:77
4.3
塑胶件进料检验规范 文件编号qa-qw- 文件版本1.0 生效日期2010.12.29 东莞市合权电子有限公司页次1/3 1.0目的 制定本规范是为了对进料检验有一个更明确的规定,正确指导作业人员进行检验工作,从而有效的控制 进料检验。 2.0适用范围 适用于所有客供物料及自采物料。 3.0职责 3.1品保主管:按此规范指导下属进行开展进料检验工作。 3.2iqc拉长:要配合上级安排的工作从而指导下属作业。 3.3iqc检验员:正确地按规范要求作业。 4.0检验内容 4.1塑胶件须进行尺寸,外观检验。 4.2工具:卷尺、卡尺、3m胶纸等。 5.0检验程序 5.1每批依gb/t2828.1-2003/iso.2859-1:1999ⅱcr:omaj:0.65%min:0.25%进行检验
格式:pdf
大小:67KB
页数:3P
人气:77
4.5
德信诚培训网 更多免费资料下载请进:http://www.***.***好好学习社区 塑胶零件检验规范 (iatf16949/iso9001-2015) 1.0目的 为了保证塑料制品的质量,在产品来料时严格把关,使其达到生产要求和满足 客户的要求,本检验作业指导书规定了注塑零件的具体检验要求、项目和方法, 以及来料抽样方案。 2.0适用范围 适用于塑料件制成,外壳及有关塑料件以及二次加工件制品(喷涂、丝印、电 镀)的检验与验收。 3.0定义 3.1缺陷等级分类: 致命缺陷(cri):指由经验和判断表明产品不符合产品功能的缺陷,在正常使用、 维修和保管中会对人身造成安全危险的缺陷。 严重缺陷(maj):指影响产品正常使用功能,降低产品可靠性或严重影响产品外 观的缺陷。 轻微缺陷(min):偏离限定标准,但不影响产品正常使用功能或外观缺陷不太明 显的缺陷。 3.2表面分类
格式:pdf
大小:1.1MB
页数:20P
人气:77
4.4
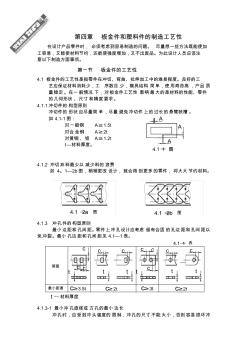
a a a 4.11图 4.12a图 最小距离 简图 c cct cc tt cc ct cc tt ≥3.5tc≥2tc≥3tc≥2tc 材料厚度 4.11表 t 第四章板金件和塑料件的制造工艺性 在设计产品零件时,必须考虑到容易制造的问题。尽量想一些方法既能使加 工容易,又能使材料节约,还能使强度增加,又不出废品。为此设计人员应该注 意以下制造方面事项。 第一节板金件的工艺性 4.1板金件的工艺性是指零件在冲切、弯曲、拉伸加工中的难易程度。良好的工 艺应保证材料消耗少,工序数目少,模具结构简单,使用寿命高,产品质 量稳定。在一般情况下,对板金件工艺性影响最大的是材料的性能、零件 的几何形状、尺寸和精度要求。 4.1.1冲切件的构型原则 冲切件的形状应尽量简单,尽量避免冲切件上的过长的悬臂狭槽。 如4.1-1图: 对一般钢a≥1.5t
精华文档 塑胶件小型孔槽CNC
格式:pdf
大小:216KB
页数:11P
人气:77
4.5
文件编号 版次 页次第1页共13页 mami 1、尺寸v 检查项目区域不良直径允许数相互间距v 正、反面l≤1.0mm 2不在同一位置v 侧 面l≤1.5mm 3不在同一位置v 正、反面d≤0.2mm 2不在同一位置v 侧 面d≤0.3mm 3不在同一位置v 正、反面d≤0.4mm 2不在同一位置v 侧 面d≤0.5mm 3不在同一位置v 正、反面d≤2.0mm 2不在同一位置v 侧 面d≤2.5mm 3不在同一位置v 正、反面d≤0.2mm 2不在同一位置v 侧 面d≤0.3mm 3不在同一位置v 检查项目 f.缩水v g.变 形放置不平稳,装配外观不严密,间隙超过0.5mm,不可接受 v 文件编号 版次 页次第8页共13页
格式:pdf
大小:19KB
页数:3P
人气:77
4.7
装修知识常识,希望对您有帮助,谢谢 知识常识分享 塑胶地面怎样施工?塑胶地面的施工要 点? 导读:本文介绍在房屋装修,装修流程的一些知识事项,如果 觉得很不错,欢迎点评和分享。 对于塑胶地板,大伙都很熟悉吧,它是我们家装时最常 见的地面产品之一,其不但非常的美观,好打理,而且施工 简单,能起到省时省力的目的,那么,塑胶地面怎样施工? 下面我们就来详细介绍一下塑胶地面的施工要点。 塑胶地面怎样施工? 1、塑胶地面怎样施工?进场首先要对地基进行考察, 了解清楚地基的情况、地基的性质,地基所用材质类型,制 订出相应方案。使用温度湿度计检测温湿度,室内温度以及 地表温度以15℃为宜,不应在5℃以下及30℃以上施工。宜 于施工的相对空气湿度应界于20%-75%之间。 2、除去油漆,胶水等残留物,凸起和疏松的地块,有 空鼓的地块也必须去除,用不小于2000瓦的工业吸尘器对 地坪进行

格式:pdf
大小:2.4MB
页数:84P
人气:77
4.5
结构设计工艺手册 前言 公司现有零件中,不仅在打样过程中经常会有一些加工工艺性的问题,也有很多归档转 产的零件存在加工困难的情况,不仅影响生产进度和交货,也影响结构件的质量。如钣金零 件的折弯,经常会发生折弯碰刀的情况;落料的外圆角、半圆凸台、异型孔的规格太多,以 及一些不合理的形状设计,导致加工厂要多开很多不必要的落料模,大大增加模具的加工和 管理成本;插箱的钣金导轨、拉伸凸台等设计,品种越来越多,需要统一、规范;喷漆和丝 印,也经常出现喷涂选择不合理导致废品率较高、无法丝印等问题;有些钣金零件的点焊完 全可以适当增加定位,不增加成本也不影响美观,实际上大部分设计是靠生产的工装定位, 不仅麻烦、效率低,精度也不好;很多可以避免焊接的钣金零件,往往设计成角焊的结构形 式,焊接和打磨都非常麻烦,不仅效率较低,而且外观质量也经常得不到保证,等等。长期 以来,这些相同
格式:pdf
大小:13KB
页数:2P
人气:77
4.6
混合型和透气型塑胶场地 塑胶场所2013年又有新的开展,混合型和透气型塑胶场所会非 常好的适用,瑞鼎元公司在2031年在塑胶场所上都会有非常好的开 展。 混合型塑胶场所面层 工业地坪漆类型的混合型塑胶场所首要应用为室外田径跑 道及田径运动场所内半圆区。适合于各级竞赛、校园教育、练习等跑 道场所。需求摊铺在沥青根底之上,铺设粘结结实、寿命长,可全天 候运用。混合型塑胶场所面层布局将含塑胶垫层质量25%黑色胶粒与 聚氨酯塑胶拌和混合铺设在根底上的弹性体,厚度为9mm左右,面层 胶上部铺设2~3mm厚的纯胶浆,撒上epdm防滑粒作为磨损面层,铺 设总厚度为9~13mm。施工现场选用天然固化组成,色彩耐久,整体 性好,无接缝,排水快,是最理想的铺装运动跑道。 透气型塑胶场所面层 透气型塑胶场所面层首要应用为各级各类校园及体育场、田 径场跑道、半圆区、辅佐区;全民健身途径、室内体
最新文档 塑胶件小型孔槽CNC
格式:pdf
大小:23KB
页数:7P
人气:77
4.4
塑胶地板铺装 施工方案 一、工程概况 1、工程概况 本施工方案为室内塑胶板地面工程,建筑面积约120㎡,本工程基层 采用100厚c20混凝土。 2、编制参考标准及规范 建筑工程施工质量验收统一标准gb50300-2001 建筑地面工程施工质量验收规范gb50209-2002 二、基本规定 1、基层施工前将地面平整至设计标高后进行夯实,混凝土需进行配比,浇 筑时需振捣密实,并按规范预留伸缩缝。 2、基层完成后表面应平整、坚硬、干燥、密实、洁净、无油脂及其他杂质, 不得有麻面、起砂裂缝等缺陷。 3、面层采用塑料卷材以胶粘剂在基层上铺设。 4、胶粘剂选用应符合现行国家标准《民用建筑工程室内环境污染控制规范》 gb50325-2001的规定。 5、面层的允许偏差应符合国家标准《建筑地面工程施工质量验收规范》 gb50209-2002规定。 三、施工
格式:pdf
大小:81KB
页数:3P
人气:77
4.5
德信诚培训网 更多免费资料下载请进:http://www.***.***好好学习社区 塑胶件检验规范 抽样计划,采用mil-std-105e(ⅱ)aql:cr(0)maj(0.65)min(1.5) 定义:“cr”:a:产品存在安全性缺陷。b:产品粘附污染物,如蚊虫、苍蝇等昆虫。 “maj”:a:产品无功能或丧失主要功能。b:产品功能“int”。c:严重外观或结构缺陷。 “min”:a:产品丧失次要功能。b:轻微外观缺陷。c:其它方面的轻微缺陷但不会导致销售困难或抱怨。 检验内容 一、外观检验 1.塑胶件表面有黑点、杂色点,正面、上面(n≦2,d≦0.2mm),其它面(n≦4,d≦0.4mm), 按要求判定。 2.塑胶件装配后外露部分表面顶白、拉白,能明显看到判maj,隐含不太明显判min
格式:pdf
大小:12.1MB
页数:51P
人气:77
4.5

1.0选择材料的考虑因素 任何一件工业产品在设计的早期过程中,一定牵涉考虑选择成形物料。因为在产品生产时、 装配时、和完成的时间,物料有着相互影响的关系。除此之外,品质检定水平、市场销售情 况和价格的厘定等也是需要考虑之列。所以这是无法使用概括全面的考虑因素而定出一种系 统性处理方法来决定所选择的材料和生产过程是为最理想。 1.1不同材料的特性 1.abs ?用途: 玩具、机壳、日常用品 ?特性: 坚硬、不易碎、可涂胶水,但损坏时可能有利边出现 设计上的应用: 多数应用于玩具外壳或不用受力的零件。 2.pp ?用途: 玩具、日常用品、包装胶袋、瓶子 ?特性: 有弹性、韧度强、延伸性大、但不可涂胶水。 ?设计上的应用: 多数应用于一些因要接受droptest(跌落测试)而拆件的地方。 3.pvc ?
格式:pdf
大小:163KB
页数:3P
人气:77
4.5
 加强筋在塑胶件中的应用设计
加强筋在塑胶件中的应用设计 加强筋在塑胶产品中的应用非常广泛,加强筋可以在不增加塑胶壁厚的情况下提高产品的刚性和强度,本文阐明了加强筋的基本设计要点,并通过实例对加强筋的设计进行归纳总结,实现了为塑胶件的性能提升提供理论基础,降低开模过程中次品、废品产生率的目的。
格式:pdf
大小:63KB
页数:3P
人气:77
4.7
1、检验依据: ①《原材料技术规格书》;②检验样板;③图纸;④有关技术文件;⑤《伟易达外销电话机成品交 2、抽样方案 按gb2828-2013,一般检查水平ⅱ级进行抽样检验。 3、合格质量水平 按aql值:a类=0,b类=0.65,c类=2.5。 4、检测仪器、工具及检测环境: 4.1、检测仪器、工具:游标卡尺、色差计、塞尺、电批、医用纯酒精(乙醇95%)、“思高牌”3m胶 5%的nacl溶液、刀片。 4.2、检测环境: 4.2.1、亮度:天花板的白色照明灯光强度应为600-800lux。 4.2.2、目视距离:约30cm。 4.2.3、外观和结构检查的时间:面ⅰ:15-20秒/pcs;面ⅱ:10-15秒/pcs;面ⅲ、面ⅳ:5秒/pcs。 5、塑胶件检验标准 5.1
格式:pdf
大小:179KB
页数:未知
人气:77
4.4
学校小型塑胶运动场地施工流程及要求 近年来,我国很多学校修建了塑胶体育运动场地,这对学校体育活动的健康开展,美化校园环境,有着十分积极的意义。但在修建过程中由于施工流程等方面的原因,部分场地未能达到设计的标准,给国家财产造成了极大的损失。针对修建塑胶体育运动场地中存在的问题,通过多年的调查、研究和实践,总结出建成高质量塑胶体育运动场地的施工流程和要求。
格式:pdf
大小:66KB
页数:9P
人气:77
4.5
中交一公局桥隧工程有限公司1 小型预制构件首件总结 根据首件工程认可制和相关文件的要求,我合同段选定部分小型预 制构件为本合同段小型预制构件的首件工程。该首件工程完成后,我部 按规定组织相关人员进行自检评定,结果符合规定要求,质量保证资料 完整齐全,工程质量评定合格,且监理工程师已对各项指标进行现场测 量检验校核,并给予签证认可。现将实施情况总结汇报如下: 一、编制依据及目标 1、编制依据 (1)、《公路工程技术标准》jtgb01-2003 (2)、《公路桥涵施工技术规范》jtj041-2000 (3)、《公路工程质量检验评定标准》jtgf80/1-2004 (5)、总监办2012第60号文件 (6)、《安徽省公路水运重点项目工程质量管理指南》 二、工程概况 岳西至武汉高速公路安徽段第1标段,公路里程k0+000~k4+800 (zk4+793),全长4.803
格式:pdf
大小:17KB
页数:10P
人气:77
4.8
1 小型预制构件预制首件工程施工总结 在连霍郑洛段改建工程项目部督导组、总监办、第一监理代表处、 驻地办、连霍郑洛段改建工程项目部领导和各职能部门的大力支持 下,我项目部全体人员共同努力,历时五个月的精心准备,小型预制 构件预制首件工程正式实施。首件工程小型预制构件脱模后,我们对 该批小型预制构件进行严格的自检,又会同监理进行综合检查。认为 该批产品各项指标均已达到《公路工程质量检验评定标准》(jtg f80/1--2004)。 各项外观几何尺寸总综合得分为100%,达到预期的精品效果。 为了总结经验,使今后的批量生产执行标准化、规范化、科学化 施工。指导后续工程批量生产,及时预防和纠正后续批量生产可能产 生的各种质量问题,现对首件工程进行总结。 一、强化管理意识,实行精细化管理 我们对严格执行首件工程预制的理解是:通过精心组织,精细管 理。使我们生产的预制构件全部

格式:pdf
大小:1.0MB
页数:15P
人气:77
4.3
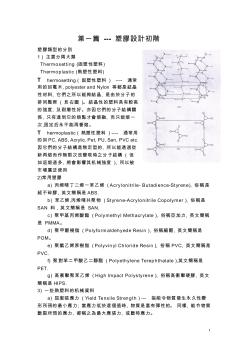
1 第一篇---塑膠設計初階 塑膠類型的分別 1)主要分兩大類 thermosetting(固塑性塑料) thermoplastic(熱塑性塑料) thermosetting(固塑性塑料)----通常 用的如電木,polyesterandnylon等都是結晶 性材料,它們之所以能夠結晶,是由於分子的 排列整齊(見右圖)。結晶性的塑料具有較高 的強度,及耐磨性好。亦因它們的分子結構關 係,只有達到它的熔點才會熔融,而只能熔一 次,固定后永不能再番熔。 thermoplastic(熱塑性塑料)----通常用 的如pc,abs,acrylic,pet,pu,san,pvcetc. 因它們的分子結構是無定型的,所以能透過從 新再熔而作無限次改變現時之分子結構(但 如返熔過多,將會影響其机械強度),所
文辑创建者
我要分享 >
职位:气体消防工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐