外高桥900MW汽轮机球墨铸铁轴承座的超声波检测
2024-05-24
介绍了外高桥900MW汽轮机球墨铸铁轴承座的超声波检测方法,测试了球铁的超声波声速,并根据测试结果分析了超声波传播速度与球化率的关系,为其它球铁件的质量检测提供了参考。

 球墨铸铁轴承座的铸造工艺设计及优化
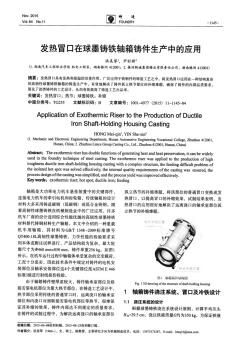
球墨铸铁轴承座的铸造工艺设计及优化 介绍了风电轴承座的铸件结构及技术要求,利用数值模拟软件magma对2种铸造工艺设计方案的充型过程进行对比分析。利用magma模拟软件对充型相对平稳的方案进行凝固过程模拟分析,结果发现铸件局部区域有产生缩孔、缩松的倾向。最后通过在该处加设冒口和冷铁,使缩孔、缩松问题得以解决。将最后确定的工艺方案用于实际生产,结果显示,经超声波检测,铸件内部致密,不存在缩孔缺陷,轴承座检测区域、金相组织及力学性能完全能满足客户要求。
奥氏体球墨铸铁轴类铸件的铸造工艺 介绍了低si高ni奥氏体球墨铸铁轴类铸件的铸造工艺,包括化学成分、炉料配比、球化剂、孕育及热处理工艺的选择。通过加入微量sb消除了厚大件的碎块状石墨;选用冒口补缩并采用冷铁防止了缩孔缩松;采用铁液高温出炉、快速浇注的方法,消除了皮下气孔缺陷;等,得到了质量合格的出口铸件
编辑推荐下载
格式:pdf
大小:676KB
页数:4P
人气:63
 4.5
4.5
球墨铸铁回转头座的超声波检测 通过对球墨铸铁在铸造过程中的组织分析及回转头座的超声波检测实践,总结球墨铸铁的特点,并给出球墨铸铁内缺陷定量、定性的判断方法。
格式:pdf
大小:361KB
页数:未知
人气:63
4.5
货车球墨铸铁轴瓦改用小直径布砂轮横向抛光较好 目前,各段货车滑动轴承球墨铸铁轴瓦的抛光作业,都是采用大布轮(直径在300mm以上)顺向抛光。这种抛光方式,由于被抛面是弧面,抛光加压时必然损坏布砂轮粘砂面,造成金刚砂大量损失。并且由于布轮本身也是圆弧面,抛光时与轴瓦接触面很小,所以效率也就很低。再加上轴瓦内弧面刀花与布轮旋转方向垂直,要达到抛光要求的粗糙度,还必须将刀花磨平,因此,这种抛光
热门文档 外高桥900MW汽轮机球墨铸铁轴承座的超声波检测
格式:pdf
大小:134KB
页数:3P
人气:63
4.5
铸铁轴承座的手工电弧焊修复 ht15-33小齿轮座底板断裂时,采用手工电弧冷焊工艺,用z308焊条敷焊渡层,用j507焊条填充焊,顺利完成了这一厚壁铸件的修复。
格式:pdf
大小:55KB
页数:3P
人气:63
4.8
手工电弧焊修复铸铁轴承座 为了修复油炉引风机轴承座在使用过程中一侧出现的裂缝,通过对其断裂情况、轴承座材料及可焊性能进行分析,确定了手工电弧冷焊的焊接方案,提出了具体的焊接工艺,并顺利地完成了该工件的修复.经长时间使用证明,该设备运转情况良好,修焊处未发现有裂纹出现,说明手工电弧冷焊对铸铁轴承座具有较好的焊接效果.
格式:pdf
大小:3.1MB
页数:5P
人气:63
4.6
铸铁轴承座载荷计算及结构分析 根据皮带运输机托辊用铸铁轴承座的实际工作情况,推导了计算铸铁轴承座径向载荷的分布公式。采用pro/e软件建立了轴承座模型,在结构进行优化的基础上,利用ansys软件对优化后的模型进行了结构分析,通过利用pro/emechanica和ansysworkbench商业软件轴承载荷加载方法表明本文中计算轴承座载荷分布方法可行。
格式:pdf
大小:260KB
页数:4P
人气:63
4.5
风力发电球墨铸铁齿轮箱的超声波检测 通过分析风力发电球墨铸铁齿轮箱的结构特点和缺陷种类,选择采用直接接触法对球墨铸铁风电齿轮箱进行手工超声波检测,试验结果表明此法可以成功地检测出齿轮箱的内部缺陷。
精华文档 外高桥900MW汽轮机球墨铸铁轴承座的超声波检测

格式:pdf
大小:205KB
页数:未知
人气:63
4.7
球墨铸铁轴瓦装尼龙瓦头试验 车辆燃轴是行车事故中的主要事故。球墨铸铁轴瓦端磨是造成车辆燃轴的重要原因之一。是什么因素致使瓦头严重磨耗呢?北京铁路分局石楼车辆段深入实际调查研究,初步摸到了造成轴瓦端磨的主要原因是油龙列车在重车运行中横动量大,瓦端磨耗以后,扩大了轴瓦与轴领的间隙,磨耗越严重,轮轴的横向冲力越大,特别是重车行驶在曲线和路基松软的线路时,轮轴的蛇行运动更大,使轴瓦端磨更
格式:pdf
大小:283KB
页数:2P
人气:63
4.4
手工电弧焊对铸铁轴承座的修复工艺 介绍了小齿轮座底板的断裂情况,通过对其材料的技术性能、铁的可焊性等性能的分析,确定了手工电弧冷焊的施工方案,并提出了具体的焊接工艺,顺利完成了该工件的修复
格式:pdf
大小:381KB
页数:未知
人气:63
4.6
超声波检测技术在大型球墨铸铁件上的应用 超声波因其特有的自身反射、折射、衍射等声波特性而被广泛应用于对金属制品内在质量的检测。球墨铸铁中的石墨以球状分布于基体中,由于石墨球的球化差异,在采用超声波技术对球墨铸铁件内在质量进行检测时,呈现出不同的波形特征,使得球墨铸铁件尤其是大型球墨铸铁件的超声波检测技术成为目前无损检测技术中的一道难题。笔者针对大型球墨铸铁件超声波检测技术,通过检测实践、总结,分别归纳出球化率间接评定方法,以及疏松、缩松、缩孔及夹杂物等缺陷的典型波形特征,从而实现对球墨铸铁件内在质量状况的判定。
最新文档 外高桥900MW汽轮机球墨铸铁轴承座的超声波检测
格式:pdf
大小:918KB
页数:5P
人气:63
4.4
大型风电球墨铸铁件的超声波检测技术 针对厚大截面球墨铸铁件的特点,采用双晶探头、单晶探头纵波和仪器自有功能绘制dgs曲线的方法,可有效地检测出大型风电机组用厚大截面球墨铸铁轮毂中的常见缺陷。通过球墨铸铁轮毂的超声波检测实践,制定出了一套球墨铸铁件内部缺陷定量和定性的判断方法,检测准确率较高。
格式:pdf
大小:209KB
页数:5P
人气:63
4.7
手工电弧焊对铸铁轴承座的修复工艺 介绍了小齿轮座底板的断裂情况,通过对其材料的技术性能、铁的可焊性等性能 的分析,确定了手工电弧冷焊的施工方案,并提出了具体的焊接工艺,顺利完成了 该工件的修复。 中铝山西分公司氧化铝一分厂gm223型管磨机小齿轮座,材质为ht15233, 在使用过程中其底板四个地脚螺丝孔处两个断裂,一个发生裂纹。由于重新订货 至少需时三个月,且生产形势较为紧张,要求管磨机早日投用,因此决定对该小齿 轮座进行焊接修复。 1缺陷情况及失效分析 1.1小齿轮座的断裂情况 小齿轮座底板四个地脚螺丝孔有两个断裂(在小齿轮座同1)底板断裂有两 处,位置及裂口开头见图1、图2,断块尺寸270mm×250mm×70mm,断口尺寸 270mm×(100mm~130mm)。 2)底板断裂一处,见图1,已裂透。 1.2失
格式:pdf
大小:396KB
页数:未知
人气:63
4.4
球墨铸铁瓦体轴承合金的浇注 我们公司的电机车从一九八三年十月投产至今已三年多,大多数机车、翻斗车的主轴瓦已磨损到了极限或已接近极限。以前一直靠外购,公司的机修厂从未搞过球墨铸铁瓦体的浇注,虽经几次试验,但都未成功。所以由于轴瓦的缺乏经常影响到机车运输生产的正常进行。面对这种情况,我们成立了浇注轴瓦的攻关小组,并在电机车车间开始

格式:pdf
大小:7.1MB
页数:11P
人气:63
4.7
提高球墨铸铁曲轴质量的途径 球墨铸铁(以下简称球铁)具有多种独特的强度性能和工艺上的优越性,它制造周期短、成本低,因此,在国内外的发动机曲轴上都得到越来越普遍的应用.
格式:pdf
大小:183KB
页数:未知
人气:63
4.3
风电球墨铸铁件夹渣的超声波探伤 夹渣作为球墨铸铁件的主要缺陷之一,它的存在减少了有效截面厚度,影响风电系统的安全使用。超声波探伤在监控铸件质量方面起着十分重要的作用,介绍了超声波探伤条件的优化选择与夹渣的判断与参数测量方法。
格式:pdf
大小:180KB
页数:5P
人气:63
4.6
球墨铸铁中的奥氏体枝晶及球墨铸铁的偏析——球墨铸铁基础理论的最新发展(三) 介绍了球墨铸铁中奥氏体枝晶的形成、分类及影响因素,指出奥氏体枝晶排列方向的控制对进一步挖掘球铁力学性能潜力的意义;同时阐述了溶质元素、凝固速度等因素对球铁偏析的影响规律。
格式:pdf
大小:791KB
页数:4P
人气:63
4.4
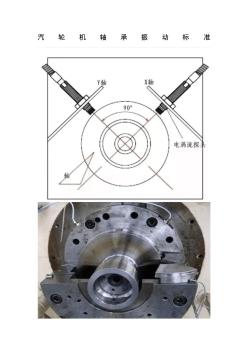
汽轮机轴承振动标准 1、附属机械轴承振动标准 附属机械轴承振动标准 转速 振幅(双振幅)(mm) 优等良好合格 n≤10000.050.070.10 1000<n≤20000.040.060.08 2000<n≤30000.030.040.05 n>30000.020.030.04 2、机组轴振动标准 国产200mw及以下机组,一般以测轴承为准,如测轴振动制造厂家无规定时,可参照下表 执行。 大型汽轮发电机组轴振参考标准(双振幅,um) 相对位移 1500r/min3000r/min 相对位移绝对位移相对位移绝对位移 a(良好)10012080100 b(合格)200240165200 c(停机)300385260320 3、轴承振动标准 轴承振动标准(双振幅,mm) 优良好合格 1500r/min
文辑创建者
我要分享 >
职位:环保销售工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐