精品文献
不锈钢钻花
不锈钢钻孔工艺
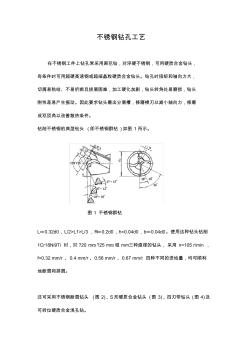
不锈钢钻孔工艺 在不锈钢工件上钻孔常采用麻花钻,对淬硬不锈钢,可用硬质合金钻头, 有条件时可用超硬高速钢或超细晶粒硬质合金钻头。钻孔时扭矩和轴向力大, 切屑易粘结、不易折断且排屑困难,加工硬化加剧,钻头转角处易磨损,钻头 刚性差易产生振动。因此要求钻头磨出分屑槽,修磨横刃以减小轴向力,修磨 成双顶角以改善散热条件。 钻削不锈钢的典型钻头 (即不锈钢群钻 )如图 1所示。 图 1 不锈钢群钻 L≈0.32d0,L/2>L1>L/3 ,R≈0.2d0,h=0.04d0,b≈0.04d0。使用这种钻头钻削 1Cr18Ni9Ti 时,对 ?20 mm、?25 mm、呾 mm三种直径的钻头,采用 n=105 r/min , f=0.32 mm/r 、0.4 mm/r、0.56 mm/r 、0.67 mm/r 四种不同的进给量,均可顺利 地断屑和排屑。 还可采用不锈钢断屑钻头 (图 2)、S形硬质合金
不锈钢钻孔工艺
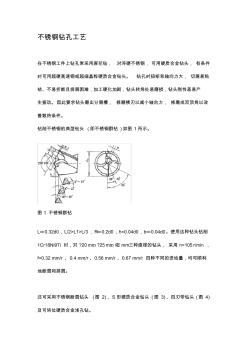
不锈钢钻孔工艺 在不锈钢工件上钻孔常采用麻花钻, 对淬硬不锈钢, 可用硬质合金钻头, 有条件 时可用超硬高速钢或超细晶粒硬质合金钻头。 钻孔时扭矩和轴向力大, 切屑易粘 结、不易折断且排屑困难,加工硬化加剧,钻头转角处易磨损,钻头刚性差易产 生振动。因此要求钻头磨出分屑槽, 修磨横刃以减小轴向力, 修磨成双顶角以改 善散热条件。 钻削不锈钢的典型钻头 (即不锈钢群钻 )如图 1所示。 图 1 不锈钢群钻 L≈0.32d0,L/2>L1>L/3 ,R≈0.2d0,h=0.04d0,b≈0.04d0。使用这种钻头钻削 1Cr18Ni9Ti 时,对 ?20 mm、?25 mm、呾 mm三种直径的钻头, 采用 n=105 r/min , f=0.32 mm/r 、0.4 mm/r、0.56 mm/r 、0.67 mm/r 四种不同的进给量,均可顺利 地断屑和排屑。 还可采用不锈钢断屑钻头 (图 2