精品文献
不锈钢风管加工
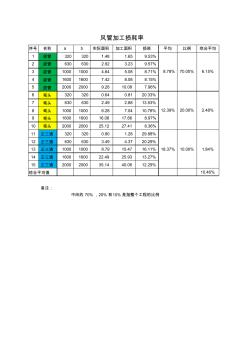
风管加工损耗
序号 名称 a b 实际面积 加工面积 损耗 平均 比例 综合平均 1 直管 320 320 1.48 1.65 9.53% 2 直管 630 630 2.92 3.23 9.57% 3 直管 1000 1000 4.64 5.08 8.71% 4 直管 1600 1600 7.42 8.08 8.15% 5 直管 2000 2000 9.28 10.08 7.96% 6 弯头 320 320 0.64 0.81 20.33% 7 弯头 630 630 2.49 2.88 13.53% 8 弯头 1000 1000 6.28 7.04 10.78% 9 弯头 1600 1600 16.08 17.66 8.97% 10 弯头 2000 2000 25.12 27.41 8.36% 11 正三通 320 320 0.90 1.28 29.88% 12 正三通 630 630 3.49 4.3
不锈钢风管施工工艺
不锈钢风管施工工艺 1 前言 近年来,不锈钢风管的使用已越来越普遍,对于不锈钢风管的焊接工 艺,以前并没有相应的规范或工艺方法来指导施工,为此我们根据以往的 施工经验,总结出了一套不锈钢风管的制作方法来满足施工中的需要,提 高施工质量、解决施工中的疑难问题,在保证使用功能的前提下满足观感 质量要求。目前我们已按此工法在项目上实施,取得了良好的效果。 2 特点 2.1 风管焊接成型质量好、变形小、观感好。 2.2 风管的加固形式新颖,节约成本。 3 适用范围 适用于厚度为 1.0mm 及以上的不锈钢薄板风管焊接制作施工。 4 工艺原理 在镀锌钢板风管制作标准的基础上,采用氩弧焊,对 1.0mm 厚的不锈 钢薄板矩形风管进行焊接制作,不仅在横向连接处采用氩弧焊焊接,并在 风管纵向拼接时也采用氩弧焊焊接,即所有的风管接缝处均以氩弧焊焊接。 不锈钢薄板矩形风管的加固采取不锈钢角钢加固框加固和