精品文献
电熔套管
电熔资料
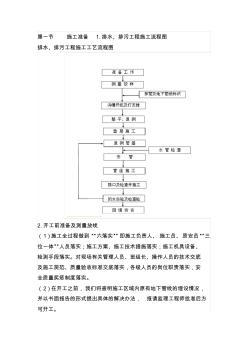
第一节 施工准备 1.排水、排污工程施工流程图 排水、排污工程施工工艺流程图 2.开工前准备及测量放线 (1)施工全过程做到 “六落实”即施工负责人、 施工员、质安员“三 位一体”人员落实;施工方案、施工技术措施落实;施工机具设备、 检测手段落实。对现场有关管理人员、班组长、操作人员的技术交底 及施工规范、质量验收标准交底落实,各级人员的岗位职责落实,安 全质量奖惩制度落实。 (2)在开工之前,我们将查明施工区域内原有地下管线的埋设情况, 并以书面报告的形式提出具体的解决办法, 报请监理工程师批准后方 可开工。 (3)施测前测量人员先校核施工图纸,按图纸确定排水工程的位置 和标高。施工放样记录以书面形式上报监理工程师, 待监理工程师检 查认可后方进行下一道工序施工。 (4)管道运到现场,可采用目测法,对管道是否有损伤进行检验, 并做好记录与验收手续。 如发现管道有损伤, 应将该管道与其它管
电熔管件使用说明
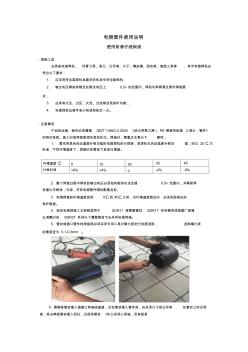
电熔管件使用说明 使用前请仔细阅读 、焊接工具 应具备电熔焊机、 切管刀具、刮刀、记号笔、尺子、橡皮锤、固定架、复圆工具等 , 其中电熔焊机应 符合以下要求: 1. 应采用符合国家标准要求的标准专用电熔焊机; 2. 输出电压需始终稳定在额定电压土 0.5v 的范围内,焊机功率需满足管件焊接要 求; 3. 应具有欠压、过压、欠流、过流等自我保护功能; 4. 电熔焊机应每年至少校准和检定一次。 、注意事项 产品的运输、储存必须遵循 GB/T 13663.2-2005 《给水用聚乙烯( PE 管道系统第 2部分:管件》 的相关条款。施工时按照国家相关规范执行。焊接时,需重点注意以下 事项: 1. 需采用具有自动温度补偿功能的电熔焊机进行焊接,若焊机无自动温度补偿功 能,则以 20 C为 标准,不同环境温度下,焊接时间需按下表进行增减。 环境温度 C 0 10 20 30 40 补偿时间 +8%