精品文献
电渣压力焊与闪光对焊
钢筋闪光对焊与电渣压力焊的区别
钢筋闪光对焊与电渣压力焊的区别 钢筋闪光对焊是将两根钢筋安放成对接形式, 利用焊接电流通过两根钢筋接触点产生的电阻 热,使接触点金属熔化,产生强烈飞溅,形成闪光,迅速施加顶锻力完成的一种压焊方法 钢筋闪光对焊的焊接工艺可分为连续闪光焊、 预热闪光焊和闪光-预热闪光焊等, 根据钢筋 品种、直径、焊机功率、施焊部位等因素选用。 1.连续闪光焊 连续闪光焊的工艺过程包括:连续闪光和顶锻过程(图 9-79a )。施焊时,先闭合一次电路, 使两根钢筋端面轻微接触, 此时端面的间隙中即喷射出火花般熔化的金属微粒 ——闪光,接 着徐徐移动钢筋使两端面仍保持轻微接触, 形成连续闪光。 当闪光到预定的长度, 使钢筋端 头加热到将近熔点时, 就以一定的压力迅速进行顶锻。 先带电顶锻, 再无电顶锻到一定长度, 焊接接头即告完成。 2.预热闪光焊 预热闪光焊是在连续闪光焊前增加一次预热过程,以扩大焊接热影响区。其
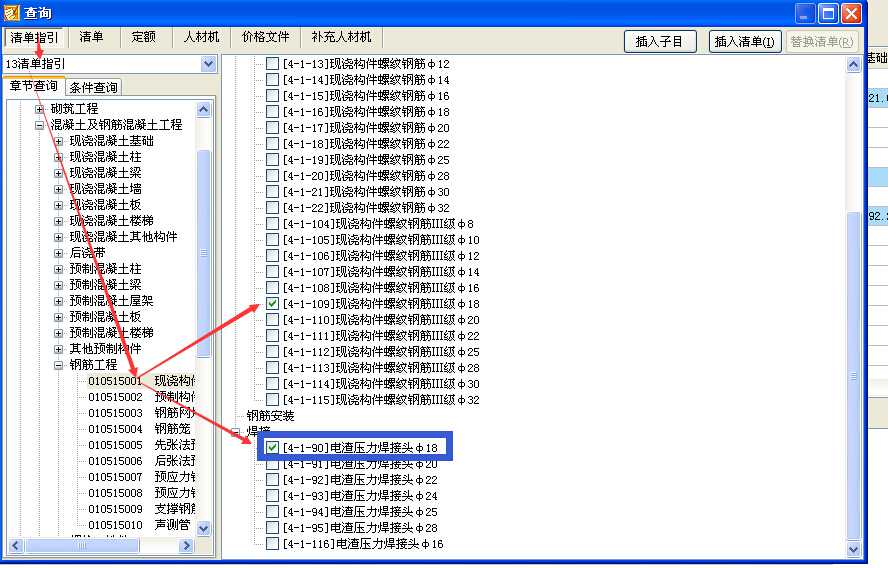
2903-钢筋焊接(电渣压力焊、气压焊、闪光对焊接头)
验收部位 项目经理 专业工长 见证检 测报告 监理 (建设) 单位验收记录 1 2 3 合格 率% 监理 (建设) 单位验收记录 1 2 3 4 5 6 监理 (建设) 单位验收结论 监理工程师: (建设单位项目专业技术负责人 ) 年 月 日 主 控 项 目 一 般 项 目 气压焊接头偏心不得大于 0.15倍钢筋直径,且 不得大于 4mm。 气压焊镦粗直径不小于 1.4倍钢筋直径,镦粗 长 度不小于 1.0倍钢筋直径,凸起部分平缝圆滑 施工单位检 查评定结果 项目专业质量检查员 : 年 月 日 接头处弯折角不得大于 3度。 闪光对焊、电渣压力焊接头轴线偏移不得大于 0.1倍钢筋直径且不得大于 2mm。 电渣压力焊焊包应四周均匀,凸出钢筋表面的 高度应≥ 4mm 焊接接