精品文献
焊缝背面形状
不锈钢管道氩弧焊的焊缝背面保护方法6页
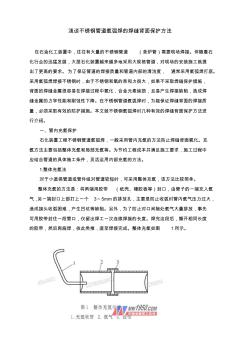
第 1 页 浅谈不锈钢管道氩弧焊的焊缝背面保护方法 一、管内充氩保护 石化装置工程不锈钢管道氩弧焊,一般采用管内充氩的方法防止焊缝 背面氧化。充氩方法主要包括整体充氩和局部充氩等。为节约工程成本并 满足施工要求,施工过程中应结合管道的具体施工条件,灵活运用内部充 氩的方法。 1.整体充氩法 对于小直径管道或管件组对管道较短时,可采用整体充氩,该方法比 较简单。 整体充氩的方法是:将两端用胶带 (纸壳、橡胶板等)封口,由管子 的一端充入氩气,另一端封口上部打上一个 3~5mm的排放孔,主要是防 止收弧时管内氩气压力过大, 造成接头收弧困难, 产生凹坑等缺陷。 另外, 为了防止对口间隙处氩气大量排放,事先可用胶带封住一段管口,仅留出 焊工一次连续焊接的长度。焊完这段后,撕开相同长度的胶带,然后再施 焊,依此类推,直至焊接完成。整体充氩如图 1所示。 图 1 整体充氮示意 1 充氮软管; 2
浅谈不锈钢管道氩弧焊的焊缝背面保护方法
浅谈不锈钢管道氩弧焊的焊缝背面保护方法 在石油化工装置中,往往有大量的不锈钢管道 (含炉管)需要现场焊接。伴随着石 化行业的迅猛发展,大型石化装置越来越多地采用大规格管道,对现场的安装施工就提 出了更高的要求。为了保证管道的焊接质量和管道内部的清洁度, 通常采用氩弧焊打底。 采用氩弧焊焊接不锈钢时,由于不锈钢和氧的亲和力很大,如果不采取焊缝保护措施, 背面的焊缝金属很容易在焊接过程中氧化,合金元素烧损,且易产生焊接缺陷,造成焊 缝金属的力学性能和耐蚀性下降。在不锈钢管道氩弧焊时,为能保证焊缝背面的焊接质 量,必须采取有效的防护措施。本文就不锈钢氩弧焊时几种有效的焊缝背面保护方法进 行介绍。 一、管内充氩保护 石化装置工程不锈钢管道氩弧焊,一般采用管内充氩的方法防止焊缝背面氧化。充 氩方法主要包括整体充氩和局部充氩等。为节约工程成本并满足施工要求,施工过程中 应结合管道的具体施工条件,灵活运