精品文献
什么是等强对接焊
碳钢板对接焊
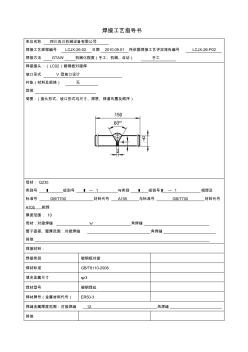
焊接工艺指导书 单位名称 四川良川机械设备有限公司 焊接工艺规程编号 LCJX-26-02 日期 2010.09.01 所依据焊接工艺评定报告编号 LCJX-26-P02 焊接方法 GTAW 机械化程度(手工、机械、自动) 手工 焊接接头:(LC02)碳钢板对接焊 坡口形式 V 型坡口设计 衬垫(材料及规格) 无 其他 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 150 2 4 1 0 60° 母材: Q235 类别号 Ⅰ 组别号 Ⅰ — 1 与类别 Ⅰ 组别号Ⅰ — 1 相焊及 标准号 GB/T700 材料代号 A105 与标准号 GB/T700 材料代号 A105 相焊 厚度范围: 10 母材:对接焊缝 ∨ 角焊缝 管子直径、壁厚范围:对接焊缝 角焊缝 其他 焊接材料: 焊接类别 碳钢板对接 焊材标准 GB/T8110-2008 填充金属尺寸 φ3 焊材型号 碳
 铜钢激光对接焊研究
铜钢激光对接焊研究
铜钢激光对接焊研究
针对铜和钢的物理和化学性能的较大差异,通过理论分析认为铜的熔化量对铜钢异种材料焊接接头的质量有很大影响,同时考虑到铜列激光的高反射率,对此进行了基于斜面对接和激光光束偏向钢侧的铜钢激光对接焊研究,并以三种不同的工艺参数进行了激光焊实验。焊接接头的力学性能测试和焊缝显微组织分析结果表明,铜钢焊接的质量主要取决于铜的熔化量。当铜熔化较少时,接合界面清晰,接头无明显缺陷并表现出良好的力学性能;当铜的熔化量较多时,无明显结合界面,接头出现气孔、裂纹等缺陷,力学性能急剧下降。实验结果表明,设置激光束偏离量为0.8mm,可实现低铜钢熔合比,从而获得尢缺陷的铜钢焊接接头。