埋弧焊用不锈钢焊丝和焊剂国家标准简介
2025-01-20
在本标准制订之前,有关我国埋弧焊剂的标准,已制订了碳钢和低合金钢部分,但还没有形成一个完整的标准体系.近年来,随着焊剂(尤其是烧结焊剂新品种)的不断开发,使得埋弧焊在不锈钢产品上的应用日益广泛,需要制订一部标准来现范埋弧焊焊接材料的生产,以保证焊接产品的质量.本标准的制订在技术内容上参照了日本标准JISZ3324—88《不锈钢埋弧焊实芯焊丝及焊剂》;由于在我国的原碳钢和低合金钢焊剂标准中,没有包括焊丝,制订本标准时,为了便于用户更好地选择和使用,包括了有关不锈钢焊丝的内容,这样也同新修订的《埋弧焊用碳钢焊丝和焊剂》标准协调统一起来.


GBT17854-1999埋弧焊用不锈钢焊丝和焊剂

GB.T17854-1999埋弧焊用不锈钢焊丝和焊剂2
编辑推荐下载

格式:pdf
大小:26KB
页数:5P
人气:53
 4.3
4.3
不锈钢焊丝产品简介 不锈钢焊丝产品简介如下: er308不锈钢焊丝 用途:适用于焊接相似成分的母材,如0cr19ni9、00cr19ni10yijiaisi304 型钢材。 er308l不锈钢焊丝 用途:焊接18cr-8ni不锈钢,电弧稳定,由于增加了si的含量,焊接操作性及 烙金流动性更佳 er308lsi不锈钢焊丝 用途:焊接18cr-8ni不锈钢电弧稳定,焊道美观,抗裂性强,由于增加了si 的含量,焊接操作性及熔金流动性更佳 er308h不锈钢焊丝 用途:焊接18cr-8ni不锈钢,电弧稳定,焊道美观,抗裂性强 er307si不锈钢焊丝 用途:锰含量高故裂纹敏感度低,适用于非磁性钢,高锰钢,硬化性耐磨钢等难 以焊接的钢材 er307不锈钢焊丝 用途:适用于硬化钢、磁性钢及其他难以焊接的钢材 er309不锈钢焊丝 用于22cr-12ni钢焊接,异种材料焊接用
热门文档 埋弧焊用不锈钢焊丝和焊剂国家标准简介
格式:pdf
大小:23KB
页数:1P
人气:53
4.6
awsa5.9-93gb4241-84yb/t5092-1996gb/t4241-2006yb/t5092-2005 er308h0cr21ni10h0cr21ni10h08cr21ni10sih08cr21ni10si er308lh00cr21ni10h00cr21ni10h03cr21ni10sih03cr21ni10si er309h1cr24ni13h1cr24ni13h12cr24ni13sih12cr24ni13si er309l--------h03cr24ni13sih03cr24ni13si er310h1cr26ni21h1cr26ni21h12cr26ni21sih12cr26ni21si er316h0cr19ni12mo2h0cr19ni12mo2h08cr19ni12mo2sih08cr19ni12mo
格式:pdf
大小:29KB
页数:3P
人气:53
4.7
类别与用途产品名称焊接方法 保护方法 gb规格aws 不 锈 钢 tgs-308gtawarh08cr21bi10sier308 tgs-308lh03cr21ni10sier308l tgs-308sih08cr21ni10si1er308si tgs-308lsih03cr21ni10si1er308lsi tgs-309h12cr24ni13sier309 tgs-309lh03cr24ni13sier309l tgs-309moh12cr24ni13mo2er309mo tgs-309molh03cr24ni13mo2er309lmo tgs-309sih12cr24ni13si1er309si tgs-309lsih03cr24ni13si1er309lsi tgs-310gmaw ar+2%coz
格式:pdf
大小:12KB
页数:12P
人气:53
4.5

怎样用不锈钢焊丝焊接管子 不锈钢实芯焊丝既可用惰性气体保护焊(tig,mig 焊)。也可用于埋弧焊。不锈钢mig焊既可达到高效焊 接,又容易实现焊接自动化,广泛用于堆焊及薄板接 等领域。mig焊用焊丝化学成分与tig焊丝一样,但对 某些不锈钢品种,还有一种si含量较高的mig焊丝, 如与er308,er309焊丝对应的er308si,er309si等, 由于含si高达0.8%左右,降低了熔滴金属的表面张 力,使熔滴颗粒变细,更容易实现喷射过度,使电弧 变得更稳定。 不锈钢弹簧丝 不锈钢氢退丝 1)起弧与收弧板厚小于3mm时,可以直接在焊件 上起弧及收弧。板厚大于3mm时,对于纵缝,可以采 用引弧板及引出板,将小孔起始区及收尾区排除在焊 f6e1k不锈钢无缝管http://www.***.***不锈钢管 缝之外。环缝焊接时,须采用电流及离子气量递增的
格式:pdf
大小:28KB
页数:2P
人气:53
4.5
药皮不锈钢焊丝 tgf304不锈钢免充氩焊丝牌号用途 牌号tgf308----tgf304不锈钢免充氩焊丝用于工作温度低于300℃的0cr19ni9不锈钢结 构的焊接 牌号tgf308l----tgf304不锈钢免充氩焊丝用于超低碳00cr19ni10或0cr18ni10ti不锈 钢的焊接 牌号tgf309----tgf304不锈钢免充氩焊丝用于相同类型不锈钢及异种钢的焊接 牌号tgf309l----tgf304不锈钢免充氩焊丝用于相同类型的不锈钢及复合钢板或异种钢焊 接 牌号tgf316----tgf304不锈钢免充氩焊丝用于焊接在有机和无机酸介质中工作的钢 0cr18ni12mo2 牌号tgf316l----tgf304不锈钢免充氩焊丝用于焊接尿素及合成纤维设备 牌号tgf321----tgf304不锈钢免充氩焊丝用
格式:pdf
大小:44KB
页数:2P
人气:53
4.7

品名美国焊接协会标准 awsa5.9-93 gb/t17854-99熔敷金属化学成份之一例 tigmigcsimncrnimo其它 fy·302er302h1cr18ni90.100.651.7217.59.3-- fy·304er304h0cr18ni90.0720.551.7218.509.30-- fy·307er307-0.0700.473.9520.409.65-- fy·307sier307si-0.0800.826.8518.878.320.27- fy·308er308h0cr21ni100.030.341.8220.139.50-- fy·308ler308lh00cr21ni100.020.421.6520.1010.33-- fy·30
精华文档 埋弧焊用不锈钢焊丝和焊剂国家标准简介
格式:pdf
大小:14KB
页数:1P
人气:53
4.5

日期:2014-7-23 牌号规格重量件数材料类型价格 日本er22095.51.8342双相不锈钢 德国ernimo-83.50.0663镍合金丝 合:0.224t5.50.1581镍合金丝 日本awser316l5.54.0074不锈钢焊丝 日本awser316lsi5.500不锈钢焊丝 日本awser308l5.58.1458不锈钢焊丝 日awser308lsi5.56.4166不锈钢焊丝 日本awser309l5.56.2076不锈钢焊丝 日本awser309lsi5.56.3986不锈钢焊丝 日本awser3475.51.7062不锈钢焊丝 日本tb340h5.770.4481钛丝 钛丝80.1115
格式:pdf
大小:33KB
页数:3P
人气:53
4.3
药皮不锈钢焊丝 tgf304不锈钢免充氩焊丝牌号用途 牌号tgf308----tgf304不锈钢免充氩焊丝用于工作温度低于300℃的0cr19ni9不锈钢结 构的焊接 牌号tgf308l----tgf304不锈钢免充氩焊丝用于超低碳00cr19ni10或0cr18ni10ti不锈 钢的焊接 牌号tgf309----tgf304不锈钢免充氩焊丝用于相同类型不锈钢及异种钢的焊接 牌号tgf309l----tgf304不锈钢免充氩焊丝用于相同类型的不锈钢及复合钢板或异种钢 焊接 牌号tgf316----tgf304不锈钢免充氩焊丝用于焊接在有机和无机酸介质中工作的钢 0cr18ni12mo2 牌号tgf316l----tgf304不锈钢免充氩焊丝用于焊接尿素及合成纤维设备 牌号tgf321----tgf304不锈钢免充氩焊丝用于0cr
格式:pdf
大小:32KB
页数:3P
人气:53
4.4
药皮不锈钢焊丝 tgf304不锈钢免充氩焊丝牌号用途 牌号tgf308----tgf304不锈钢免充氩焊丝用于工作温度低于300℃ 的0cr19ni9不锈钢结构的焊接 牌号tgf308l----tgf304不锈钢免充氩焊丝用于超低碳00cr19ni10 或0cr18ni10ti不锈钢的焊接 牌号tgf309----tgf304不锈钢免充氩焊丝用于相同类型不锈钢及 异种钢的焊接 牌号tgf309l----tgf304不锈钢免充氩焊丝用于相同类型的不锈钢 及复合钢板或异种钢焊接 牌号tgf316----tgf304不锈钢免充氩焊丝用于焊接在有机和无机 酸介质中工作的钢0cr18ni12mo2 牌号tgf316l----tgf304不锈钢免充氩焊丝用于焊接尿素及合成纤 维设备 牌号tgf321----tgf304不锈钢免充氩焊丝用于0cr18
格式:pdf
大小:48KB
页数:2P
人气:53
4.6
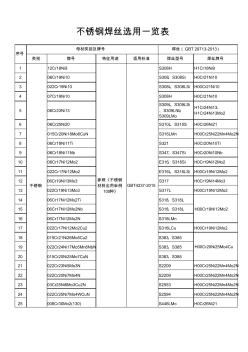
类别牌号特征用途适用标准焊丝型号焊丝牌号 112cr18ni9s308hh1cr18ni9 206cr19ni10s308、s308sih0cr21ni10 3022cr19ni10s308l、s308lsih00cr21ni10 407cr19ni10s308hh0cr21ni10 506cr23ni13 s309l、s309lsi 、s309lnb、 s309lmo h1cr24ni13、 h1cr24ni13mo2 606cr25ni20s310l、s310sh0cr26ni21 7015cr20ni18mo6cuns316lmnh00cr25ni22mn4mo2n 806cr18ni11tis321h0cr20ni10ti 906cr18ni11nbs347、s347sih0cr20ni10nb 1006cr17ni12
最新文档 埋弧焊用不锈钢焊丝和焊剂国家标准简介
格式:pdf
大小:170KB
页数:8P
人气:53
4.3
![不锈钢焊丝国家标准[GB4242-84] (3)](https://files.zjtcn.com/group1/M00/82/FC/CgoBZ2A-EQSAX6icAAA5HWy7u18229.jpg)
不锈钢焊丝 (1)中国yb标准不锈钢焊丝[yb/t5092-1993] yb标准不锈钢焊丝的牌号与化学成分,见表8-1-47。 表8-1-47不锈钢焊丝的牌号与化学成分(质量分数)(%) 焊丝牌号csimn p ≤ s ≤ crnimo其他 铁素体型 h0cr14≤0.060.30-0.700.30-0.70≤0.030≤0.03013.00-15.00≤6.00—— h1cr17≤0.10≤0.50≤0.60≤0.030≤0.03015.50-17.00——— 马氏体型 h1cr13≤0.12≤0.50≤0.60≤0.030≤0.03011.50-13.50——— h1cr5mo≤0.120.15-0.350.40-0.70≤0.030≤0.0304.00-6.00≤3.000.
格式:pdf
大小:18KB
页数:1P
人气:53
4.7

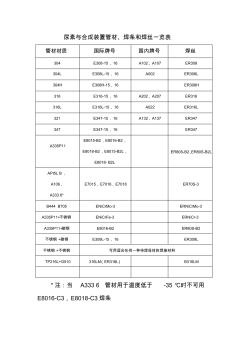
尿素与合成装置管材、焊条和焊丝一览表 *注:当a3336管材用于温度低于-35℃时不可用 e8016-c3,e8018-c3焊条 管材材质国际牌号国内牌号焊丝 304e308-15,16a102,a107er308 304le308l-15,16a002er308l 304he308h-15,16er308h 316e316-15,16a202,a207er316 316le316l-15,16a022er316l 321e347-15,16a132,a137er347 347e347-15,16er347 a335p11 a691-1.25cr e8015-b2,e8016-b2, e8018-b2,e8015-b2l, e8018-b2l er80s-b2, er80s-b2l api5lb, a106,
格式:pdf
大小:172KB
页数:8P
人气:53
4.4
![不锈钢焊丝国家标准[GB4242-84] (2)](https://files.zjtcn.com/group1/M00/82/FC/CgoBZ2A-EQOANGGbAAAkRwfFvqw620.jpg)
不锈钢焊丝 (1)中国yb标准不锈钢焊丝[yb/t5092-1993] yb标准不锈钢焊丝的牌号与化学成分,见表8-1-47。 表8-1-47不锈钢焊丝的牌号与化学成分(质量分数)(%) 焊丝牌号csimn p ≤ s ≤ crnimo其他 铁素体型 h0cr14≤0.060.30-0.700.30-0.70≤0.030≤0.03013.00-15.00≤6.00—— h1cr17≤0.10≤0.50≤0.60≤0.030≤0.03015.50-17.00——— 马氏体型 h1cr13≤0.12≤0.50≤0.60≤0.030≤0.03011.50-13.50——— h1cr5mo≤0.120.15-0.350.40-0.70≤0.030≤0.0304.00-6.00≤3.000.
格式:pdf
大小:170KB
页数:8P
人气:53
4.6
![不锈钢焊丝国家标准[GB4242-84]](https://files.zjtcn.com/group1/M00/82/FC/CgoBZ2A-EQSAAmQFAAA5Fpkbwig739.jpg)
不锈钢焊丝 (1)中国yb标准不锈钢焊丝[yb/t5092-1993] yb标准不锈钢焊丝的牌号与化学成分,见表8-1-47。 表8-1-47不锈钢焊丝的牌号与化学成分(质量分数)(%) 焊丝牌号csimn p ≤ s ≤ crnimo其他 铁素体型 h0cr14≤0.060.30-0.700.30-0.70≤0.030≤0.03013.00-15.00≤6.00—— h1cr17≤0.10≤0.50≤0.60≤0.030≤0.03015.50-17.00——— 马氏体型 h1cr13≤0.12≤0.50≤0.60≤0.030≤0.03011.50-13.50——— h1cr5mo≤0.120.15-0.350.40-0.70≤0.030≤0.0304.00-6.00≤3.000.
格式:pdf
大小:20KB
页数:1P
人气:53
4.3
尿素与合成装置管材、焊条和焊丝一览表 *注:当a3336管材用于温度低于-35℃时不可用 e8016-c3,e8018-c3焊条 管材材质国际牌号国内牌号焊丝 304e308-15,16a102,a107er308 304le308l-15,16a002er308l 304he308h-15,16er308h 316e316-15,16a202,a207er316 316le316l-15,16a022er316l 321e347-15,16a132,a137er347 347e347-15,16er347 a335p11 e8015-b2,e8016-b2, e8018-b2,e8015-b2l, e8018-b2l er80s-b2,er80s-b2l api5lb, a106, a3336* e7015,e7016,e701
格式:pdf
大小:65KB
页数:3P
人气:53
4.5

氩弧焊丝简明表 牌号gb标准aws标准 焊接电 源 主要用途 jq.h00cr19ni12mo2er316ler316l用于超低碳00cr19ni12mo2不锈钢结构的焊 接。 jq.h00cr21ni10er308ler308l用于超低碳00cr19ni10不锈钢结构的焊接。 jq.h0cr19ni12mo2er316er316用于0cr18ni12mo型不锈钢结构的焊接。 jq.h0cr20ni10tier321er321用于cr19ni9ti型不锈钢结构的焊接。 jq.h0cr21ni10er308er308用于cr19ni9型不锈钢结构的焊接。 jq.h1cr24ni13er309er309用于cr24ni13型不锈钢结构的焊接。 jq.tg50er50-6er70s-6用于各种位
格式:pdf
大小:324KB
页数:4P
人气:53
4.4
 不锈钢焊丝熔敷金属中碳的控制
不锈钢焊丝熔敷金属中碳的控制 用不锈钢药芯焊丝及不锈钢实芯焊丝,分别在100%ar及不同比例的ar+co2下,对熔敷金属中的含碳量进行了研究。根据热力学标准生成自由焓和等温方程,从实芯焊丝和药芯焊丝焊接冶金反应的差异,分析了不锈钢药芯和实芯焊丝熔敷金属不同的增碳机制,搞清了不锈钢药芯焊丝不增碳的机理,从而达到控制碳的目的。
格式:pdf
大小:720KB
页数:11P
人气:53
4.4
gb/t5293-1999埋弧焊用碳钢焊丝和焊剂 国家质量技术监督局1999-09-03批准2000-03-01实施 前言 本标准是根据ansi/awsa5.17—89《碳钢埋弧焊丝及焊剂规程》,对gb/t5293—1985《碳 素钢埋弧焊用焊剂》进行修订的,在技术内容上与该规程等效。 根据ansi/awsa5.17规程对gb/t5293—1985进行修订时,保留了gb/t5293—1985 中适合我国焊剂技术要求的内容,并第一次将焊丝和焊剂编写在一个标准中,供使用单位更加全面 地理解焊丝、焊剂与熔敷金属力学性能的关系。从而使本标准在技术内容上更加严格。 本标准从实施之日起,代替gb/t5293—1985。 本标准的附录a、附录b均是提示的附录。 本标准由国家机械工业局提出。 本标准由全国焊接标准化技术委员会归口。 本标准起草单位:哈尔滨焊接研究所
格式:pdf
大小:717KB
页数:11P
人气:53
4.3
gb/t5293-1999埋弧焊用碳钢焊丝和焊剂 国家质量技术监督局1999-09-03批准2000-03-01实施 前言 本标准是根据ansi/awsa5.17—89《碳钢埋弧焊丝及焊剂规程》,对gb/t5293—1985《碳 素钢埋弧焊用焊剂》进行修订的,在技术内容上与该规程等效。 根据ansi/awsa5.17规程对gb/t5293—1985进行修订时,保留了gb/t5293—1985 中适合我国焊剂技术要求的内容,并第一次将焊丝和焊剂编写在一个标准中,供使用单位更加全面 地理解焊丝、焊剂与熔敷金属力学性能的关系。从而使本标准在技术内容上更加严格。 本标准从实施之日起,代替gb/t5293—1985。 本标准的附录a、附录b均是提示的附录。 本标准由国家机械工业局提出。 本标准由全国焊接标准化技术委员会归口。 本标准起草单位:哈尔滨焊接研究所
格式:pdf
大小:8KB
页数:2P
人气:53
4.3
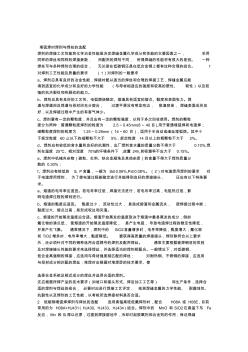
埋弧焊时焊剂与焊丝的选配 焊剂的焊接工艺性能和化学冶金性能是决定焊缝金属化学成分和性能的主要因素之一,采用 同样的焊丝和同样的焊接参数,而配用的焊剂不同,所得焊缝的性能将有很大的差别。一种 焊丝可与多种焊剂合理的组合,无论是在低碳钢还是在低合金钢上都有这种合理的组合。1 对焊剂工艺性能及质量的要求(1)对焊剂的一般要求 a、焊剂应具有良好的冶金性能,焊接时配以适当的焊丝和合理的焊接工艺,焊缝金属应能 得到适宜的化学成分和良好的力学性能(与母材相适应的强度和较高的塑性、韧性)以及较 强的抗冷裂纹和热裂纹的能力。 b、焊剂应具有良好的工艺性、电弧燃烧稳定、熔渣具有适宜的熔点、黏度和表面张力。焊 道与焊道间及焊道与母材间充分熔合,过渡平滑没有明显咬边,脱渣容易,焊缝表面成形良 好,以及焊接过程中产生的有害气体少。 c、焊剂要有一定的颗粒度,并且应有一定的颗粒强度,以利于
文辑创建者
我要分享 >
职位:水文水资源工程师
擅长专业:土建 安装 装饰 市政 园林
相关编辑
文辑推荐
知识推荐
百科推荐