A132不锈钢焊条产品用途文献

 不锈钢焊条用途 (2)
不锈钢焊条用途 (2)
不锈钢焊条用途 (2)
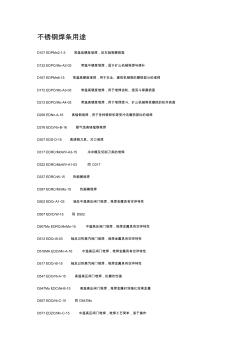
不锈钢焊条用途 D107 EDPMn2-1.5 常温低硬度堆焊,如车轴等磨损面 D132 EDPCrMo-A2-03 常温中硬度堆焊,适于矿山机械堆焊与修补 D167 EDPMn6-15 常温高硬度堆焊,用于农业、建筑机械等的磨损部分的堆焊 D172 EDPCrMo-A3-03 常温高硬度堆焊,用于堆焊齿轮、挖泥斗等磨损面 D212 EDPCrMo-A4-03 常温高硬度堆焊,用于堆焊挖斗、矿山机械等受磨损的机件表面 D256 EDNn-A-16 高锰钢堆焊,用于各种破碎机等受冲击磨损部位的堆焊 D276 EDCrNn-B-16 耐气蚀高铬锰钢堆焊 D307 EDD-D-15 高速钢刀具、刃口堆焊 D317 EDRCrMoWV-A3-15 冷冲模及切削刀具的堆焊 D322 EDRCrMoWV-A1-03 同 D317 D337 EDRCrW-15 热煅模堆焊 D397 EDRCrMnMo
 不锈钢焊条用途
不锈钢焊条用途
不锈钢焊条用途
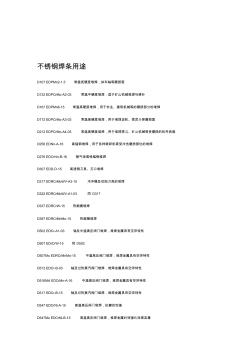
不锈钢焊条用途 D107 EDPMn2-1.5 常温低硬度堆焊,如车轴等磨损面 D132 EDPCrMo-A2-03 常温中硬度堆焊,适于矿山机械堆焊与修补 D167 EDPMn6-15 常温高硬度堆焊,用于农业、建筑机械等的磨损部分的堆焊 D172 EDPCrMo-A3-03 常温高硬度堆焊,用于堆焊齿轮、挖泥斗等磨损面 D212 EDPCrMo-A4-03 常温高硬度堆焊,用于堆焊挖斗、矿山机械等受磨损的机件表面 D256 EDNn-A-16 高锰钢堆焊,用于各种破碎机等受冲击磨损部位的堆焊 D276 EDCrNn-B-16 耐气蚀高铬锰钢堆焊 D307 EDD-D-15 高速钢刀具、刃口堆焊 D317 EDRCrMoWV-A3-15 冷冲模及切削刀具的堆焊 D322 EDRCrMoWV-A1-03 同 D317 D337 EDRCrW-15 热煅模堆焊 D397 EDRCrMnMo
