选择特殊符号
选择搜索类型
请输入搜索
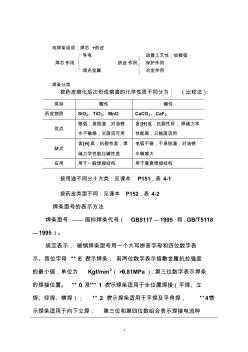
焊条直径(mm) | φ2.0 | φ2.5 | φ3.2 | φ4.0 | φ5.0 |
焊接电流(A) | 40~80 | 50~100 | 70~130 | 100~160 | 140~200 |
1. 焊前焊条须经200-250℃烘焙1h。
2. 尽可能采用直流电源,电流不宜过大。
A312是钛钙型药皮的Cr23Ni13Mo2不锈钢焊条。由于焊缝中含Mo量较高,所以比A302有更好的耐蚀、抗裂及抗氧化性能。可交直流两用,有良好的操作工艺性能。
大西洋A312不锈钢焊条 32元 ...
您好,寿命大概10天左右吧,以每天8小时配戴为标准,当然了,要是功率大些的助听器或是使用了蓝牙功能就会多费点电,记得不用助听器时把电池仓打开。
用于焊接耐硫酸介质(硫氨)腐蚀的同类型不锈钢容器,也可作不锈钢衬里、复合钢板、异种钢的焊接。


 3.2焊条
3.2焊条
3.2焊条
1 电焊条组成:焊芯 +药皮 导电 改善工艺性,如稳弧 焊芯作用 药皮作用 保护作用 填充金属 冶金作用 焊条分类 按药皮熔化后次形成熔渣的化学性质不同分为: (比较法) 类别 酸性 碱性 药皮物质 SiO2、TiO2、MnO CaCO3、CaF2 优点 稳弧,易脱渣,对油锈 水不敏感,交直流可用 含 [H]低,抗裂性好,焊缝力学 性能高,只能直流用 缺点 含[H]高,抗裂性差,焊 缝力学性能比碱性差 电弧不稳,不易脱渣,对油锈 水敏感大 应用 用于一般焊接结构 用于重要焊接结构 按用途不同分十大类:见课本 P151,表 4-1 按药皮类型不同:见课本 P152,表 4-2 焊条型号的表示方法 焊条型号 ——国标焊条代号( GB5117—1995 和 GB/T5118 —1995)。 规定表示, 碳钢焊条型号用一个大写拼音字母和四位数字表 示。首位字母 “ E ”表示焊条; 前两位数
 A312 TP347不锈钢高压厚壁管线焊接技术
A312 TP347不锈钢高压厚壁管线焊接技术
A312 TP347不锈钢高压厚壁管线焊接技术
以乌石化100万t/年加氢裂化A312TP347不锈钢高压厚壁管线焊接为例,对奥氏体不锈钢管线焊接新工艺及过程控制作系统性介绍,论述高温高压厚壁ASTM A312 TP347不锈钢管线焊接技术,供以后施工借鉴。
A312是钛钙型药皮的Cr23Ni13Mo2不锈钢焊条。由于焊缝中含Mo量较高,所以比A302有更好的耐蚀、抗裂及抗氧化性能。可交直流两用,有良好的操作工艺性能。
1. 焊前焊条须经200-250℃烘焙1h。
2. 尽可能采用直流电源,电流不宜过大。
化学成分 | C | Mn | Si | S | P | Cu | Ni | Mo | Cr |
保证值 | ≤0.12 | 0.5~2.5 | ≤0.90 | ≤0.030 | ≤0.040 | ≤0.75 | 12.0~14.0 | 2.00~3.00 | 22.0~25.0 |