SK5力学性能文献

 常用钢管力学性能
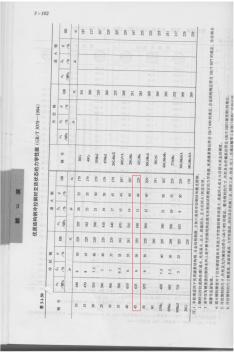
常用钢管力学性能
常用钢管力学性能
高压(低中压)锅炉及石化工业用大口径无缝钢 管 标准: GB3087 —— 中国国家标准 GB5310 —— 中国国家标准 ASME SA106 —— 美国锅炉及压力容器规范 ASME SA333 —— 美国锅炉及压力容器规范 ASME SA335 —— 美国锅炉及压力容器规范 DIN17175 —— 联邦德国工业标准 EN10216-2 —— 欧洲压力管道标准 用途: 用于低中压锅炉(工作压力一般不大于 5.88Mpa ,工作温度在 450℃以下)的集箱及蒸汽管道; 用于高压锅炉(工作压力一般在 9.8Mpa 以上,工作温度在 450℃~650℃之间)的集箱及蒸汽管 道,石化工业用管。 主要生产钢管牌号: 10、20、20G、20MnG、25MnG、15CrMoG、12Cr2MoG、12Cr1MoVG、10Cr9Mo1VNb、SA106B、SA106C、 SA333Ⅰ级、 SA333Ⅵ级