薄铜板文献

 覆铜板
覆铜板
覆铜板
覆铜板 覆铜板的英文名为: copper clad laminate ,简称为 CCL,由石油木浆纸 或者玻纤布等作增强材料,浸以树脂,单面或者双面覆以铜箔,经热压而成的一种产品。是 PCB 的基本材 料,所以也叫基材。当它应用于生产时,还叫芯板。 目录 覆铜板的结构 > 覆铜板的分类 > 常用的覆铜板材料及特点 > 覆铜板的非电技术指标 > 覆铜板的用途 覆铜板的结构 1.基板 高分子合成树脂和增强材料组成的绝缘层压板可以作为敷铜板的基板。合成树脂的种类繁多, 常用的有酚醛树脂、环氧树脂、聚四氟乙烯等。增强材料一般有纸质和布质两种,它们决定了基板的机械 性能,如耐浸焊性、抗弯强度等。 2.铜箔 它是制造敷铜板的关键材料, 必须有较高的导电率及良好的焊接性。 要求铜箔表面不得有划痕、 砂眼和皱褶,金属纯度不低于 99 .8%,厚度误差不大于 ±5um 。按照部颁标准规定,铜箔厚度的标称系
 铜板知识
铜板知识
铜板知识
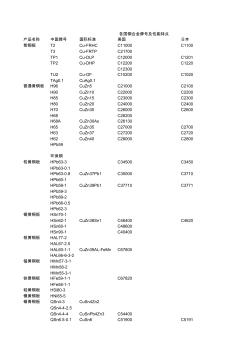
各国铜合金牌号及性能特点 产品名称 中国牌号 国际标准 美国 日本 紫铜板 T2 Cu-FRHC C11000 C1100 T3 Cu-FRTP C21700 TP1 Cu-DLP C12000 C1201 TP2 Cu-DHP C12200 C1220 C12300 TU2 Cu-OF C10200 C1020 TAg0.1 CuAg0.1 普通黄铜板 H96 CuZn5 C21000 C2100 H90 CuZn10 C22000 C2200 H85 CuZn15 C23000 C2300 H80 CuZn20 C24000 C2400 H70 CuZn30 C26000 C2600 H68 C26200 H68A CuZn30As C26130 H65 CuZn35 C27000 C2700 H63 CuZn37 C27200 C2720 H62 CuZn40 C28000 C280