薄铜板熔池受力分析文献

 槽钢受力分析
槽钢受力分析
槽钢受力分析
选取柱间最大跨度为 4.8m 为验算依据简化为最不利的简支结构计算模式设计与验 算 。 横 梁 宽 1 . 4 m , 高 1 . 2 m 。 引桥横梁槽钢、木方计算: (1)槽钢计算: 已知:荷载 F=1.4×1.2×4.8×2.5×10=201.6KN q=F/L=201.6/4.8=42.0KN/m 最大弯矩: Mmax=1/8×q×L2=1/8×42.0×4.8 2=120.96KN·m 采用双拼 [25b 槽钢,界面特性 Wx=2×282=564cm3,Ix=2×3530=7060cm4; 1、强度验算 2*[25b :W=Mmax/Fm=120.96×103/215=562.60cm3 Wx=282×2=564cm3>562.60cm3,满足要求。 2、挠度验算 2*[25b:fmax=5 ×q×L4/(384 ×E×I)=5 ×6.27×104/(384 ×2.1*10
 受力分析经典题型
受力分析经典题型
受力分析经典题型
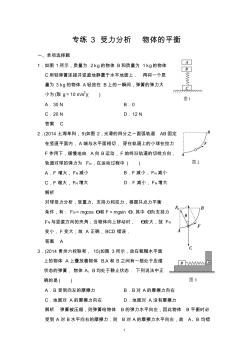
1 专练 3 受力分析 物体的平衡 一、单项选择题 1.如图 1所示,质量为 2 kg的物体 B和质量为 1 kg的物体 C用轻弹簧连接并竖直地静置于水平地面上. 再将一个质 量为 3 kg的物体 A轻放在 B上的一瞬间,弹簧的弹力大 小为 (取 g=10 m/s2)( ) A.30 N B.0 C.20 N D.12 N 答案 C 2.(2014·上海单科,9)如图 2,光滑的四分之一圆弧轨道 AB固定 在竖直平面内, A端与水平面相切, 穿在轨道上的小球在拉力 F作用下,缓慢地由 A向 B运动, F始终沿轨道的切线方向, 轨道对球的弹力为 FN,在运动过程中 ( ) A.F 增大, FN减小 B.F减小, FN减小 C.F 增大, FN增大 D.F 减小, FN增大 解析 对球受力分析,受重力、支持力和拉力,根据共点力平衡 条件,有: FN=mgcos θ和 F=mgsin