标准尺应用文献

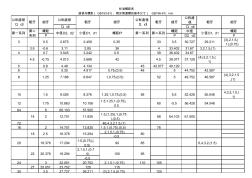 标准螺距尺寸
标准螺距尺寸
标准螺距尺寸
公称直径 公称直 径 D、d D、d 螺距 螺距 中径 螺距 P P D2、d2 P 3 0.5 2.675 2.459 0.35 33 3.5 30.727 29.211 (3),2,1.5,(1),(0.75) 3.5 -0.6 3.11 2.85 36 4 33.402 31.67 3,2,1.5,(1) 4 0.7 3.545 3.242 0.5 39 36.402 34.67 4.5 -0.75 4.013 3.688 42 4.5 39.077 37.129 (4),3,2,1.5,(1) 5 0.8 4.48 4.134 45 42.077 40.129 6 1 5.35 4.917 0.75,(0.5) 48 5 44.752 42.587 8 1.25 7.188 6.647 1,0.75,(0.5) 52 5 48.752 46.587 (4),3,2,1.5,(1)
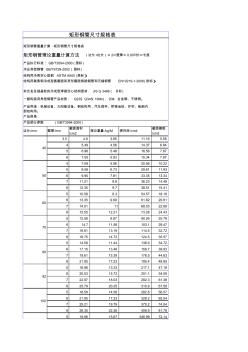 方管尺寸标准
方管尺寸标准
方管尺寸标准
边长/mm 壁厚/mm 截面面积 /cm2 理论重量 /kg/M 惯性矩 /cm4 截面模数 /cm3 3.5 4.9 3.85 11.16 5.58 4 5.49 4.56 14.37 6.84 5 6.98 5.48 16.56 7.87 6 7.55 5.93 15.34 7.67 4 7.09 5.56 25.56 10.22 5 8.58 6.73 29.81 11.93 6 9.95 7.81 33.35 13.34 7 11.21 8.8 36.23 14.49 8 12.35 9.7 38.51 15.41 5 10.58 8.3 54.57 18.19 6 13.35 9.69 61.82 20.61 7 14.01 11 68.03 22.68 8 15.55 12.21 73.28 24.43 5 12.58 9.87 90.26 25.79 6 14.7 11.58