标准工时文献

 SMT标准工时
SMT标准工时
SMT标准工时
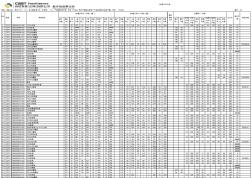
说明:准备工时,单位小时( H);标工指标准工时,单位秒( S);产能指标准产能,单位 PCS/H;单件产能指完成单个产品后焊所对应的产量,单位 PCS/H。 版本:A3 贴片 点数 准备 工时 一线 标工 一线 产能 二线 标工 二线 产能 四线 标工 四线产 能 五线 标工 五线 产能 贴片 点数 准备 工时 一线 标工 一线 产能 二线 标工 二线 产能 四线 标工 四线 产能 五线 标工 五线 产能 插件 标工 插件 产能 冲切 CCD 标工 冲切 CCD 产能 后焊 标工 后焊 产能 贴滤 光片 标工 贴滤 光片 产能 测试 标工 测试 产能 1 CCTV 0902000161168 C016-1主板 0.5 16 228 32 114 8 443 12 297 0.5 23 156 46 78 13 277 18 205 12 300 138 26 30 120 54 67 2
 工步标准工时
工步标准工时
工步标准工时
作业指导书 编 号 版本 /状态 标题:关于超产绩效奖金的实施办法 发行日期 2014 年 09 月 18 日 页 码 第 1 页 共 4 页 □机密■一般 *** 未经广东长盈精密技术有限公司许可 不可翻印 外传 *** 修改履历 版次 修订日期 修订页次 变更描述 修订者 核准 制定部门 制定 审核 核准 工模部 周能其 作业指导书 编 号 版本 /状态 标题:关于超产绩效奖金的实施办法 发行日期 2014 年 09 月 18 日 页 码 第 2 页 共 4 页 □机密■一般 *** 未经广东长盈精密技术有限公司许可 不可翻印 外传 *** 一、目的 为了确保《 工模部超产绩效奖金管理办法 》在公平 .公开 .公正的环境下顺利实施,特制 定此细则。 二、适用范围 广东长盈机加工所有技术人员。 三、人员参与及各岗位职责 3.1 以部门主管为主导,办公室负责对各工段实施数据的收集; 3.2