表面粗糙度评定参数文献

 涂装表面粗糙度检验
涂装表面粗糙度检验
涂装表面粗糙度检验
Q/YCRO 烟台中集来福士海洋工程有限公司 企业标准 Q/YCRO027-2011 表 面 粗 糙 度 检 验 2011-08-31发布 2011 -08-31实施 烟 台 中 集 来 福 士 海 洋 工 程 有 限 公 司 发 布 Q/YCRO027-2011 2 页 共 25 页 目 次 前言 ,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,, VII 引言 ,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,, IX 1 范围 ,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,, 4 2 规范性引用文件 ,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,, 4 3 术语和定义 ,,,
 金属表面粗糙度参数一览表
金属表面粗糙度参数一览表
金属表面粗糙度参数一览表
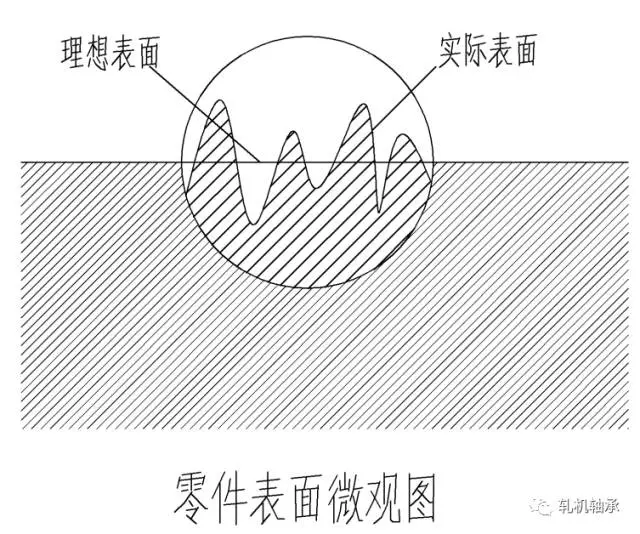
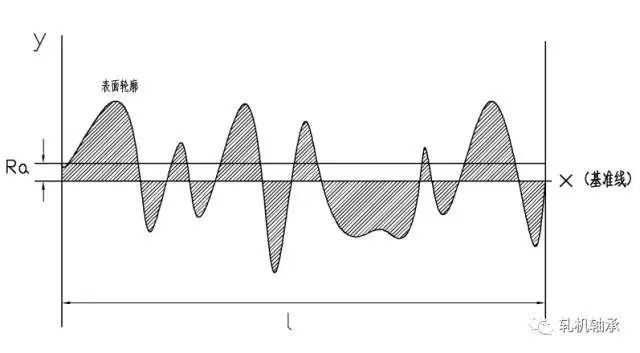
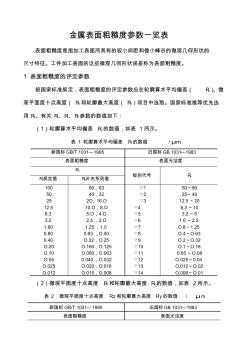
金属表面粗糙度参数一览表 表面粗糙度是指加工表面所具有的较小间距和微小峰谷的微观几何形状的 尺寸特征。工件加工表面的这些微观几何形状误差称为表面粗糙度。 1 表面粗糙度的评定参数 按国家标准规定,表面粗糙度的评定参数应在轮廓算术平均偏差( Ra)、微 观平面度十点高度( Rz和轮廓最大高度( Ry)项目中选取。国家标准推荐优先选 用 Ra。有关 Ra、Rz、Ry参数的数值如下: (1)轮廓算术平均偏差 Ra的数值,如表 1所示。 表 1 轮廓算术平均偏差 Ra的数值 /μm 新国标GB/T 1031—1995 旧国标GB 1031—1983 表面粗糙度 表面光洁度 Ra 级别代号 Ra Ra规定值 Ra补充系列值 100 50 25 12.5 6.3 3.2 1.60 0.80 0.40 O.20 O.10 O.05 O.025 O.012 80,63 40