残留应力消除残留应力方法文献

 焊接残余应力与消除方法
焊接残余应力与消除方法
焊接残余应力与消除方法
建筑钢结构的焊接残余应力与消除方法探索 陈立功 1 ,倪纯珍 1 ,卢立香 2 ,张 敏 3 (1.上海交通大学 材料科学与工程学院,上海 200030; 2. 上海宝冶建设有限公司 ,上海 201900; 3. 上海耐莱斯?詹姆斯伯雷阀门有限公司,上海, 200092) 摘 要:本文介绍了建筑钢结构的焊接残余应力测量结果及控制残余应力的意义, 以详实的 数据分析了几种可能采用的消应力方法,提出了在建筑钢结构制造中采用振动时效与振动焊接 工艺的建议。 关键词 :建筑钢结构;焊接;残余应力;时效 前言 0 建筑钢结构是否需要和能否进行时效工艺,除热时效外还有什么合适的消应力工艺可用于 建筑钢结构,是人们关心的问题。随“奥运”和“世博”工程的推展,我国建筑钢结构制 造量近年迅猛上升。出现用钢量达十万吨的单体结构,结构钢强度级别由 235Mpa、345Mpa 上升到
 20080602焊接残余应力消除方法
20080602焊接残余应力消除方法
20080602焊接残余应力消除方法
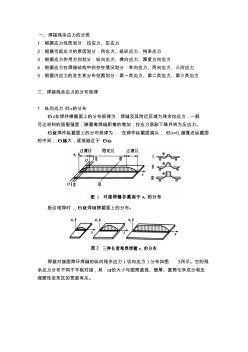
一、焊接残余应力的分类 1.根据应力性质划分:拉应力、压应力 2.根据引起应力的原因划分:热应力、组织应力、拘束应力 3.根据应力作用方向划分:纵向应力、横向应力、厚度方向应力 4.根据应力在焊接结构中的存在情况划分:单向应力、两向应力、三向应力 5.根据内应力的发生和分布范围划分:第一类应力、第二类应力、第三类应力 二、焊接残余应力的分布规律 1.纵向应力 бx 的分布 бx 在焊件横截面上的分布规律为:焊缝及其附近区域为残余拉应力,一般 可达材料的屈服强度,随着离焊缝距离的增加,拉应力急剧下降并转为压应力。 бx在焊件纵截面上的分布规律为: 在焊件纵截面端头, бx=0,越靠近纵截面 的中间, бx越大,逐渐趋近于 бs。 板边堆焊时, бx在焊缝横截面上的分布。 焊接对接圆筒环焊缝的纵向残余应力(切向应力)分布如图 3所示。它的残 余应力分布不同于平板对接,其 σx的大小与圆筒直径、