乘用车精洗施工规范主要技术文献

 主要技术质量保证措施(精)
主要技术质量保证措施(精)
主要技术质量保证措施(精)
主要技术质量保证措施 1、质量目标为: 一次性验收合格,创市优质结构工程奖。 为实现质量目标,我单位拟委派具有同类型工程施工管理经验的优秀管理人员 组成工程项目经理部,按照我单位项目管理标准模式建立的质量保证体系来运作, 形成以全面质量管理为中心,以专业管理和计算机信息化管理相结合的科学化管理 体制,高效地组装和优化企业及社会各生产要素,以出色地实现我企业的质量方针 和质量目标,以及对业主的各项承诺。 2、生产技术组岗位责任制: 1技术负责人 1)技术负责人是施工现场工程技术管理工作的组织与指挥者; 2)编制《项目质量计划》,领导项目质量体系的运行工作; 3)编制项目施工组织设计、工程创优策划及重要施工方案、技术措施; 4)主持图纸内部会审施工组织设计交底及重点技术措施交底; 5)领导项目新技术、新材料、新工艺的推广应用工作; 6)领导贯彻国家质量验收规范及相关工艺标准,保证项目工程质量满
 断路器主要技术规范
断路器主要技术规范
断路器主要技术规范
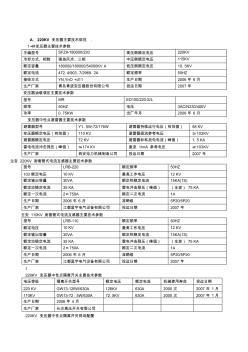
A、220KV 变压器主要技术规范 . 1-4#变压器主要技术参数 主编型号 SFZ9-180000/220 高压侧额定电压 220KV 冷却方式、相数 强油风冷、三相 中压侧额定电压 115KV 额定容量 180000/180000/54000KV A 低压侧额定电压 10. 5KV 额定电流 472. 4/903. 7/2969. 2A 额定频率 50HZ 接线方式 YN,YnO +d11 生产日期 2006 年 6 月 生产厂家 青岛青波变压器股份有限公司 投运日期 2007 年 变压器油载调压主要技术参数 型号 MR ED100/220-S/L 频率 50HZ 电压 3AC/N230/400V 功率 0. 75KW 出厂年月 2006 年 6 月 变压器中性点避雷器主要技术参数 避雷器型号 Y1. 5W-72/176W 避雷器持续运行电压(有效值) 58 KV 变压器