锻工操作质量保证指南出版信息文献

 信息公开及社会管理信息报送操作指南
信息公开及社会管理信息报送操作指南
信息公开及社会管理信息报送操作指南
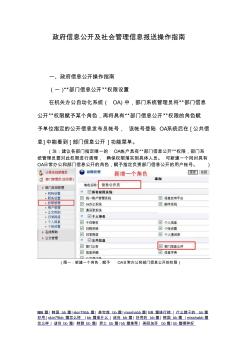
BB 霜 | 韩国 bb霜 | skin79bb 霜 | 美宝莲 bb霜 | misshabb霜 | BB 霜排行榜 | 什么牌子的 bb霜 好用 | skin79bb 霜怎么样 | bb 霜是什么 | 迷尚 bb霜 | 好用的 bb霜 | 韩国 bb霜 | misshabb霜 怎么样 | 谜尚 bb 霜 | 韩雅 bb 霜 | 男士 bb霜 | bb 霜推荐 | 美丽加芬 bb霜 | bb霜哪种好 政府信息公开及社会管理信息报送操作指南 一、政府信息公开操作指南 (一)“部门信息公开”权限设置 在机关办公自动化系统( OA)中,部门系统管理员将“部门信息 公开”权限赋予某个角色,再将具有“部门信息公开”权限的角色赋 予单位指定的公开信息发布员帐号, 该帐号登陆 OA系统后在 [公共信 息 ]中能看到 [部门信息公开 ]功能菜单。 (注:建议各部门指定唯一的 OA帐户具有“部门信息公开“权
 投标人操作指南
投标人操作指南
投标人操作指南
阳江市公共资源交易中心电子化招投标操作指南 阳江市公共资源交易中心 建设工程电子化招标投标 系统操作指南 适用:投标单位 阳江市公共资源交易中心电子化招投标操作指南 目录 1登录系统 ................................................................................................................................ 1 2查看招标公告 ........................................................................................................................ 1 3参与投标 ........................................