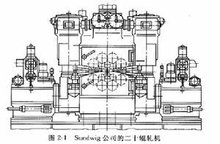
能够保证小直径工作辊在垂直面和水平面上获得较高的刚度,井能够在相当大的轧制力的情况下将所需的轧制扭矩传递给工作辊.由于支撑辊的数量可以在两个以上,所以人们能够根据不同的轧制要求采用不同形式的辊系和机架结构形式。常用的有Y型轧机、六辊、偏八辊(MKW轧机)、十二辊和二十辊轧机,其中最典型的多辊轧机是二十辊轧机。 1925年,w.罗恩(Rohn)设计了有十或十八根支撑辊的轧机,并获得了第一台多辊轧机的专利权.这种轧机采用塔形支撑辊系,能够保证工作辊有较大的横向刚度。该轧机的工作辊直径为∮10mm,中间辊直径为∮20mm,外围支撑辊直径为∮24mm,用于轧制镍带,矗小轧制厚度为0.010mm。在这种辊系配置中,下一列的每一个轧辊自由地靠在上一列的两个轧辊上.支撑辊是由安装在固定心轴上的轴承组构成的,轴承的外圈即为支撑辊辊面,中间辊传动,工作辊没有辊颈,可以方便地从辊系中取出。塔形支撑鞋系安装在上下两个横梁中,横粱的一端采用铰接方式连接,另一端用拉杆连接,调整拉杆可以使横粱绕铰接中心转动,从而满足不同轧辊直径的要求。后来,w.Rohn的发明被Sundwig公司买去并加以改进,形成了四柱式的开式机架的二十辊轧机,如图。
多辊轧制 最近,国内某厂设计制造了新型14辊轧机,该轧机具有造价低、轧制精度高等优点,其轧制厚度最小可达0.02mm,辊面最宽可达7Z0mm.该设备主要用于生产镍氢、镍镉电池极板材料的冲孔镀镍钢带,产品规格(0.02~0.1)mmX(50~500)mm,镀层厚度0.5-8.0um。此外,还可以轧制不锈钢精密冷轧钢带。
1932年,T.森吉米尔(Sendzirnir)制造了第一台多辊轧机,其结构特点是采用了整体机架,辊系安装在机架内部。与罗思型二十辊轧机相比,工作机座的刚度较高,因而可以轧制厚度公差范围更窄的带材。
-