堆焊机性能指标文献


 亚克力性能指标
亚克力性能指标
亚克力性能指标
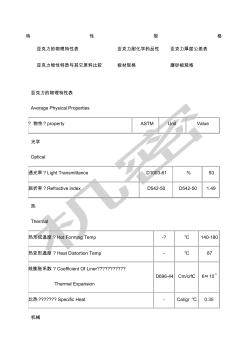
特 性 规 格 亚克力的物理特性表 亚克力耐化学药品性 亚克力厚度公差表 亚克力物性特质与其它原料比较 板材规格 磨砂板规格 亚克力的物理特性表 Average Physical Properties ? 物性? property ASTM Unit Value 光学 Optical 透光率 ? Light Transmittance D1003-61 % 93 屈折率 ? Refractive index D542-50 D542-50 1.49 热 Thermal 热形成温度 ? Hot Forming Temp -? ℃ 140-180 热变形温度 ? Heat Distortion Temp - ℃ 87 线膨胀系数 ? Coefficient Of Liner??????????? Thermal Expansion D696-44 Cm/cm℃ 6×10 -5 比热?