堆焊机性能参数文献

 BX6系列交流弧焊机性能参数
BX6系列交流弧焊机性能参数
BX6系列交流弧焊机性能参数
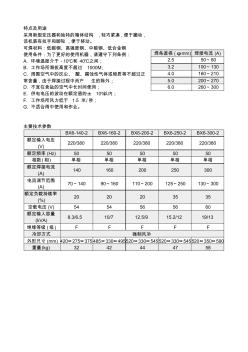
特点及用途 采用新型变压器和独特的箱体结构 ,轻巧紧凑 ,便于搬动 , 该机装有拉手和脚轮 ,便于移动。 可焊材料:低碳钢、高强度钢、中碳钢、低合金钢 使用条件:为了更好的使用机器,请遵守下列条例: A. 环境温度介于 - 10℃和 40℃之间; B. 工作场所海拔高度不超过 1000M; C. 周围空气中的灰尘、 酸、腐蚀性气体或物质等不超过正 常含量,由于焊接过程中而产 生的除外; D. 不宜在含盐的空气中长时间使用; E. 供电电压的波动在额定值的± 10%以内; F. 工作场所风力低于 1.5 米/秒; G. 不适合雨中使用和作业。 焊条直径 (φmm) 焊接电流 (A) 2.5 50~80 3.2 100~130 4.0 160~210 5.0 200~270 6.0 260~300 主要技术参数 BX6-140-2 BX6-160-2 BX6-200-2 BX6-2
 BX3系列交流弧焊机性能参数
BX3系列交流弧焊机性能参数
BX3系列交流弧焊机性能参数
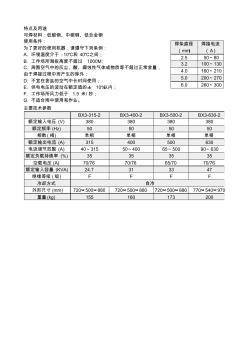
特点及用途 可焊材料:低碳钢、中碳钢、低合金钢 使用条件: 为了更好的使用机器,请遵守下列条例: A. 环境温度介于 - 10℃和 40℃之间; B. 工作场所海拔高度不超过 1000M; C. 周围空气中的灰尘、酸、腐蚀性气体或物质等不超过正常含量, 由于焊接过程中而产生的除外; D. 不宜在含盐的空气中长时间使用; E. 供电电压的波动在额定值的± 10%以内; F. 工作场所风力低于 1.5 米/秒; G. 不适合雨中使用和作业。 焊条直径 (mm) 焊接电流 (A) 2.5 50~80 3.2 100~130 4.0 160~210 5.0 200~270 6.0 260~300 主要技术参数 BX3-315-2 BX3-400-2 BX3-500-2 BX3-630-2 额定输入电压 (V) 380 380 380 380 额定频率 (Hz) 50 50 50