电气焊焊接材料文献

 焊接材料 (2)
焊接材料 (2)
焊接材料 (2)
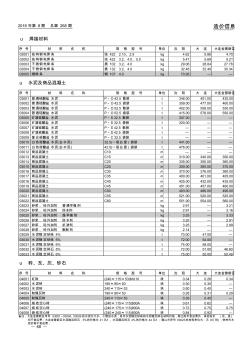
2018 年第 8期 总第 268 期 造价信息 — 68 — u 焊接材料 序 号 材 料 名 称 规 格 型 号 单位 沈 阳 大 连 大连金普新区 02001 结构钢电焊条 结 422 2.10、2.5 kg 4.62 5.86 4.70 02002 结构钢电焊条 结 422 3.2、4.0、5.0 kg 5.47 5.69 5.21 02003 不锈钢电焊条 奥 102 3.2、4.0 kg 29.06 28.84 27.78 02004 不锈钢电焊条 奥 132 3.2、4.0 kg 32.48 32.40 30.34 02005 铜焊条 铜 107 4.0 kg 70.26 — — u 水泥及商品混凝土 序 号 材 料 名 称 规 格 型 号 单位 沈 阳 大 连 大连金普新区 03001 普通硅酸盐 水泥 P·O 42.5 散装 t 346.00 451.00 435


