电容储能焊机主要技术参数文献

 启闭机主要技术参数
启闭机主要技术参数
启闭机主要技术参数
启闭机主要技术参数 作者:启闭机 来源: http://www.hbqianjin.com/ 额定起重量 额定起重量是指吊具或取物装置(如抓梁)所能起升的最大工作负荷 [1]。包括吊具的 自重。单位为千克。 起升高度或扬程 吊具最低位置与最高位置的垂直距离, 称为启闭机的高度或扬程。 一般在数值上与卷筒 的最大收放绳量或液压启闭机活塞最大行程相等。单位为米。 工作速度 1、起升速度是电动机在额定转速下或油泵在额定排油量下吊具的上升速度。 单位为米 / 分。 2、闭门速度是指快速闸门启闭机在电动机关闭或液压回路节流油阀在最大开度时,闸 门靠自重下落的速度,单位米 /分。 3、运行速度是指移动式启闭机运行结构的电动机在额定转速时,大车或小车沿直线运 行的速度,单位米 /分。 4、回转速度是指回转结构电动机在额定转速时的运转速度,单位米 /分。 跨度 跨度是指移动式启闭机大车运行轨道中心之间的距
 防爆风机主要技术参数
防爆风机主要技术参数
防爆风机主要技术参数
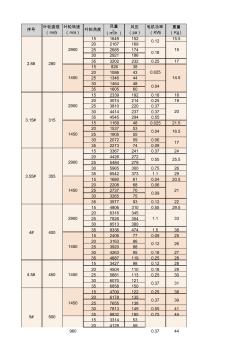
序号 叶轮直径 (mm) 叶轮转速 (m/s) 叶轮角度 风量 (m 3/h) 风压 (pa) 电机功率 (KW) 重量 (Kg) 15 1649 152 15.5 20 2167 169 25 2685 174 30 2921 186 35 3202 232 0.25 17 15 826 38 20 1086 43 25 1346 44 30 1464 48 35 1605 60 15 2339 192 0.18 18 20 3074 214 0.25 19 25 3810 220 0.37 30 4414 237 0.37 35 4545 294 0.55 15 1169 48 0.025 21.5 20 1537 53 25 1905 55 30 2072 59 0.06 35 2273 74 0.09 15 3367 241 0.37 24 20 4426 272 25 5484


