定位焊工艺要求文献

 埋件穿孔塞焊焊接工艺要求
埋件穿孔塞焊焊接工艺要求
埋件穿孔塞焊焊接工艺要求
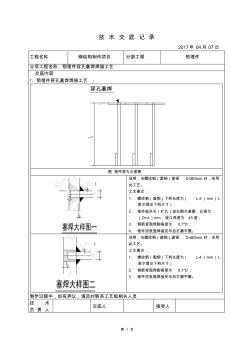
第 1 页 技 术 交 底 记 录 2017年 04月 07日 工程名称 钢结构制作项目 分部工程 预埋件 分项工程名称:预埋件穿孔塞焊焊接工艺 交底内容 1、预埋件穿孔塞焊焊接工艺 : 穿孔塞焊 图 埋件穿孔示意图 说明:当螺纹钢(圆钢)直径 D≥20mm 时,采用 此工艺。 工艺要点: 1. 螺纹钢(圆钢)下料长度为( L-2)mm( L 表示理论下料尺寸); 2. 埋件板开孔(扩孔)如左图示意图,孔径为 (D+4)mm,坡口角度为 45度; 3. 钢筋背面焊脚高度为 0.7*D; 4. 埋件顶表面焊接完毕后打磨平整。 说明:当螺纹钢(圆钢)直径 D≤20mm 时,采用 此工艺。 工艺要点: 1. 螺纹钢(圆钢)下料长度为( L-4)mm( L 表示理论下料尺寸); 2. 钢筋背面焊脚高度为 0.7*D; 3. 埋件顶表面焊接完毕后打磨平整。 制作过程中,如有异议,请及时联系工艺组相关
 工艺管道焊接工艺要求
工艺管道焊接工艺要求
工艺管道焊接工艺要求
5.6 工艺管道焊接工艺要求 一、管道焊接施工要求 1、管道切口质量应符合下列规定: ⑴ 切口表面应平整、无裂纹、重皮、毛刺、凹凸、缩口、熔渣、氧化物、 铁屑等; ⑵ 切口端面倾斜偏差不应大于管子外径的1%,且不得超过3 mm; ⑶ 有坡口加工要求的,坡口加工形式按焊接方案规定进行。 2、管道预制时应按单线图规定的数量、规格、材质等选配管道组成件,并 按单线图标明管道的系统号和按预制顺序标明各组成件的顺序号。 3、管道预制时,自由管段和封闭管段的选择应合理,封闭段必须按现场实 测尺寸加工,预制完毕应检查内部洁净度,封闭管口,并按顺序合理堆放。 4、管道对接焊缝位置应符合下列规定: ⑴管道位置距离弯管的弯曲起点不得小于管子外径或不小于 100mm; ⑵管子两个对接焊缝间的距离不大于 5mm. ⑶支吊架管部位置不得与管子对接焊缝重合, 焊缝距离支吊架边缘不得小于 50mm; ⑷管子接口应避开