多芯电缆多芯电缆的优点文献

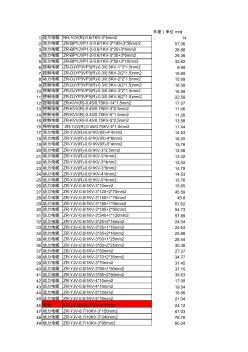 YJV多芯电缆的直径参数
YJV多芯电缆的直径参数
YJV多芯电缆的直径参数
外径(单位 mm) 1 动力电缆 NH-YJV(R)-0.6/1KV-3*4mm2 14 2 动力电缆 ZR-BPYJVP1-2-0.6/1KV-3*185+3*35mm2 57.06 3 动力电缆 ZR-BPYJVP1-2-0.6/1KV-3*25+3*4mm2 26.88 4 动力电缆 ZR-BPYJVP1-2-0.6/1KV-3*35+3*6mm2 29.36 5 动力电缆 ZR-BPYJVP1-2-0.6/1KV-3*50+3*10mm2 33.82 6 控制电缆 ZR-DJYP3VP3(R)-0.3/0.5KV-1*3*1.5mm2 9.99 7 控制电缆 ZR-DJYP3VP3(R)-0.3/0.5KV-2(2*1.5)mm2 15.69 8 动力电缆 ZR-DJYP3VP3(R)-0.3/0.5KV-2*2*1.5mm2 15.69 9 控制电缆 ZR-DJYP3VP3(R)
