低压灌注技术参数文献

 低压开关柜GGD技术参数
低压开关柜GGD技术参数
低压开关柜GGD技术参数
低压开关柜 GGD技术参数 1、产品执行标准 IEC439《低压成套开关设备的控制设备》 GB7251 《低压成套开关设备》 GB4720 《低压电器电控设备》 GB9466 《低压成套开关设备基本试验方法》 2、使用条件: 1) 周围空气温度不高于 +45 ℃,不低于 -5℃。20h 内的平均温度不得高于 +35 ℃。 2) 户内安装使用,使用地点的海拔高度不得超过 2000M 。 3) 周围空气相对湿度在最高为 +40 ℃时不超过 50%,在较低温度时允许有较大的相对 湿度。(例如:+20 ℃时为 90%)应考虑到由于温度变化可能会偶然产生凝露的影响。 4) 设备安装时与垂直面的倾斜度不超过 5%。 5) 设备应安装在无剧烈震动和冲击的地方,以及不足使电器元件受到腐蚀的场所。 6) 用户有特殊要求时与制造厂协商解决。 3、电气参数 1) 额定电压: 380V 2) 额定电流:≤400
 低压断路器基本结构及技术参数
低压断路器基本结构及技术参数
低压断路器基本结构及技术参数
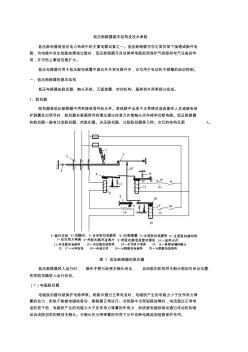
低压断路器基本结构及技术参数 低压断电器是低压电力系统中的主要电器设备之一。低压断路器可在正常负荷下接通或断开电 路,当电路中发生短路故障或过载时,低压断路器可自动掉闸电路起到保护气线路和电气设备的作 用,并可防止事故范围扩大。 低压电路器可用于低压配电装置中做总开关和支路开关,也可用于电动机不频繁的起动控制。 一、低压断路器的基本结构 低压电路器由脱扣器、触头系统、灭弧装置、传动机构、基架和外壳等部分组成。 1、脱扣器 脱扣器是低压断路器中用来接受信号的元件。若线路中出现不正常情况或由操作人员或继电保 护装置发出信号时,脱扣器会根据信号的情况通过传递元件使触头动作掉闸切断电路。低压断路器 的脱扣器一般有过流脱扣器、热脱扣器、失压脱扣器、分励脱扣器等几种。它们的结构见图 1。 图 1 低压断路器的脱扣器 低压断路器投入运行时, 操作手柄已经使主触头闭合, 自由脱扣机构将主触头锁定在闭合位置