放热焊
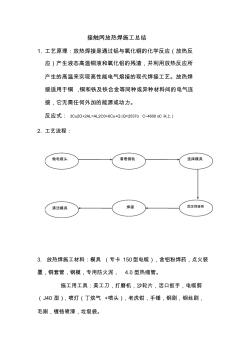
- 放热焊又称放热焊接,是以铝热反应所产生的高温使金属之间完全熔接,无需外加能源。这个反应是在耐高温的石墨模具内进行的,在正常的使用条件下,一个模具可焊接50-100或更多个点,而且可以根据实际的连接型式来开模。焊接过程只需要几秒时间。 WTWELD放热焊:通过化学置换反应产生的热量,将需要连接的各种金属在模具内进行溶接。金属间的复合介面是分子连接,无残留物,结合面不会出现腐蚀现象。焊接过程不需要外部电源和热源。化学放热焊的操作过程非常简单,质量容易得到保证。是一种简单、高效率、高质量的金属连接工艺。
-