选择特殊符号
选择搜索类型
请输入搜索
由于放电加工时放电能量很高,所以能加工一般切削加工方法无法加工的材料,如淬火钢、耐热合金、硬质合金等。同时,在加工各种复杂的型腔、冲模和孔的领域中,得到了广泛的应用。由于在电火花加工过程中,工具电极和工件无直接接触,切削力很小,这就对加工那些易变形的工件和小而精密的孔、窄缝等十分有效。电火花加工工艺已经在工业各部门中得到了广泛的应用,是一种很有发展前途的加工方法。
在加工领域中,尤其是在精密加工中,放电加工已得到广泛的应用。放电加工的范围如下:
1. 凡是导电性的材料,都可进行放电加工
2. 放电加工最高精度可达 /—0.005mm面粗度最高可达镜面极
3. 传统加工所不能加工的工位,一般都可用放电加工来完成
4. 放电工位可以是各种大型塑模的型腔,也可以是0.1MM宽度的小孔,小槽等。
加工特点:
(1)可以加工任何硬、脆、韧、软、高熔点的导电材料,在一定条件下,还可以加工 半导体材料和非导电材料。
(2) 加工时“无切削力”,有利于小孔、薄壁、窄槽以及各种复杂形状的孔、螺旋孔、型 腔等工件的加工,也适合于精密微细加工。
(3) 当脉冲宽度不大时,对整个工件而言,几乎不受热的影响,因此可以减少热影响 层,提高加工后的表面质量,也适用于加工热敏感的材料。
(4)脉冲参数可以任意调节,可以在一台机床上连续进行粗、半精、精加工。精加工 时精度为0.01mm,表面粗糙度Rα值为0.8μm; 精微加工时精度可达0.002~0.004mm, 表面粗糙度Rα值为0.1~0.05μm。
(5) 直接利用电能加工,便于实现自动化。
电火花对电极腐蚀的物理过程是十分复杂的,是电磁学、热力学和流体力学综合作用的过程,人们至今对它尚未有一个全面的认识。一般认为可分为3个阶段: 第1阶段形成放电通道,在这一阶段中电解质被电离、击穿、形成放电通道; 第2阶段在工件表面形成能量转换,即火花放电、产生热膨胀,使工具电极和工件被蚀除; 第3阶段产生的蚀除物被抛出放电间隙,为下次放电做好准备。
超高速细孔放电加工机(0.15~3.0mm打孔机) 型号:H3 有效的针对性的解决了传统打孔机旋转夹头漏水的问题以及工作时噪音大、打硬质合金效时率低...
1.实际做工程时是用工程量表模式也可以用纯做法模式。 2.实际工程中的施工图预算要做的内容:撑握好层高、檐高,设计的做法,根据当地的定额规则计算好工程量,再正确套用定额子目,撑握好市场价格。当然要做好...
自上世纪末第一代JXT1问世以来,就以其方便好用,性能可靠,性价比高的诸多优点而蜚声建筑电气行业,“现场分支,随心所欲”的口号已深入人心。并先后获得建设部?全国住宅小区与智能建筑推荐产品?、政府保障性...
利用浸在工作液中的两极间脉冲放电时产生的电蚀作用蚀除导电材料的特殊加工方法。我们都有这样的生活经验,电器开关在经过一段时间的使用之后,往往会出现触点部分的表面被电火花电蚀得粗糙不平的现象,这就是电火花电蚀现象。电火花加工就是利用这一原理,具体如图《电火花加工原理示意图》所示,在一定介质中,通过工具电极和工件电极之间的脉冲放电的电蚀作用,对工件进行加工的方法。实现这一加工的基本方式是这样的: 把工具电极和工件全部浸在工作介质 (电解液) 中,在两极间产生多次火花放电,有意识地控制工件的蚀除量,最后就可使工件达到一定的尺寸和粗糙度要求。
电火花电蚀原理用于金属加工还必须具备以下几个条件:火花放电能量必须很大,才能保证在瞬间使金属产生局部的熔化和气化; 放电形式应是时间极短的脉冲放电,使火花放电热量来不及传到非加工区,以防产生“烧糊”现象; 每次脉冲放电后,必须能及时把在电极间隙之间产生的金属微粒和电离物排出间隙,以保证加工的持续进行。
放电加工的优点:
1.可以制造传统切削加工机所无法生产的奇形异面。
2.加工坚硬的材料也可以有好的公差精度。
3.传统加工机的切削力可能会损坏小型的工件,但放电加工没有此情形。
放电加工的缺点:
1.不能加工非导体(已经有技术可以加工陶瓷材料)。
2.加工速度缓慢。
3.加工成本高。 2100433B
在全球刀具市场不断发展的背景下,PCD刀具增速更加迅猛。中国近几年PCD刀具的发展进步显著,电子、汽车、木工行业应用PCD刀具的质量接近世界先进水平。但是加工PCD刀具用的放电机床设备和切割丝都依赖于进口,这对中国PCD刀具的高质量健康发展带来了挑战。这种严重依赖于进口的情况将导致最前沿的技术和产品不能及时服务于中国客户,使得产品质量的发展滞后于发达国家,同时在产品交期、服务和价格上不能得到平等的对待。
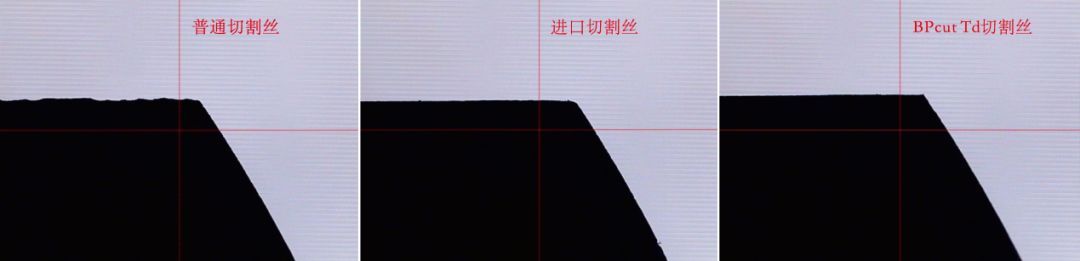
宁波博德高科股份有限公司(《刀具界》杂志企业会员)出品的BPcut Td镀层切割丝是放电加工PCD刀具专用切割丝,现已广泛应用于PCD刀具生产企业,在孚尔默和发那科等放电加工机床上可实现0.005mm以内的精度,并且可以消除普通切割丝由于电容效应产生的延迟放电现象。用BPcut Td加工的PCD刀具崩口可以控制在微米级,提升了PCD刀具加工零件的表面光洁度和刀具使用寿命。

BPcut Td是博德高科发明的专利产品,专利号ZL201310562102.8。BPcut Td是双镀层结构,镀层是新型合金材料,这种合金材料的气化温度比普通切割丝更低,能够在放电时产生更大的气化压力,为放电区域快速形成有效的放电条件,消除了普通切割丝的延迟放电现象。BPcut Td采用德国生产工艺,熔铸技术,为保持材料的一致性、稳定性,采用了德国最苛刻的标准化管理。电镀设备是当今世界最先进的生产设备,极限提升了产品的表面清洁度,消除了每一次放电受到的干扰。
江苏省某知名PCD刀具生产企业,使用的是孚尔默QWD760机型,加工进口PCD材料颗粒度为5微米,割1修1加工,产品要求刀具放大200倍观察刃口,崩口小于0.005mm。该客户使用了BPcut Td后,加工的PCD刀具完全满足其技术要求,经过长期使用验证以后, 发现PCD刀具使用寿命和加工表面表现都十分优异,完全媲美进口切割丝的加工效果。
切割丝 |
普通切割丝 |
原进口切割丝 |
BPcut Td切割丝 |
崩口 |
0.020mm |
0.005mm |
0.005mm |
加工时间 |
46分25秒 |
42分25秒 |
41分07秒 |
BPcut Td切割丝上市以来,以优异稳定的产品质量,快速的交期和售后服务,赢得客户的广泛认可和接受。时至今日,在江苏市场超过20家客户,50台以上的放电设备在使用该款镀层丝产品。
刀具界-刀具制造
专注金属加工切削刀具领域
报道先进的刀具制造技术及设备
推动国产刀具的制造水平
微信:djcimt8投稿:Edita@dashantech.com
加我微信,我们一起刀具制造
放电机图片 放电机特点
放电机是在一定介质中,利用两极(工具电极与工件电极)之间脉冲性火花放电时的电腐蚀现象对材料进行加工,以使零件的尺寸、形状和表面质量达到预定要求的加工方法。这种加工方法也被称为放电加工或电蚀加工也叫放电机有CNC放电机,znc放电机,镜面放电机,双头放电机,牛头放电机等等
电晕放电的特征是伴有“嘶嘶”的响声,有时有微弱的辉光;当导体上有曲率半径很小的尖端存在时,则发生电晕放电。电晕放电可能指向其他物体也可能不指向某一特定方向。电晕放电时,尖端附近的场强很强,尖端附近气体被电离,电荷可以离开导体;而远离尖端处场强急剧减弱,电离不完全,因而只能建立起微小的电流。电晕放电的特征是伴有“嘶嘶”的响声,有时有微弱的辉光。电晕放电可以是连续放电,也可以是不连续的脉冲放电。电晕放电的能量密度远小于火花放电的能量密度。在某些情况下,如果升高尖端导体的电位,电晕会发展成为通向另一物体的火花。
形成电晕所需电场不均匀的程度与气体的种类有很大关系。在负电性的气体中,当电极为球一平面、电极间隙为球半径时,产生电晕放电。相反,若气体为非负电性气体时,则不产生电晕放电。
电晕放电的极性决定于具有小曲率半径电极的极性。如果曲率半径小的电极带正电位,则发生正电晕放电,反之发生负电晕放电。此外,按提供的电压类型也可将电晕放电分为直流电晕、交流电晕和高频电晕。按出现电晕电极的数目分为单极电晕、双极电晕和多极电晕。