发黑处理常用方法文献

 钢铁发黑处理方法
钢铁发黑处理方法
钢铁发黑处理方法
钢铁发黑处理方法 发黑剂工作液的配制。应把原液充分的摇动或搅拌均匀,根据工件的大小和回火温度的高低,来确定浓度以 及使用哪种型号的发黑剂,一般发黑剂占水的百分比是 350 型、 200 型的浓度为 5-15% 160 型浓度为 20% 使用原则为工件大浓度低,工件小浓度高。 发黑剂工作液的添加。工作液中间添加时,一定要先稀释再加入,绝不能添加原液。添加量参照 “浓度分 析与添加调整 ”工作液的温度控制。工作液槽须加冷却与循环装置,温度应保持在 40 ℃ ,最高不得超越 50 ℃ 。 发黑工件的处置 流水线作业,工件不能将其它化学物质带入,进入回火炉前,不论淬火介质是水剂还是油剂,都应使用我厂 生产的 W-20 型中间清洗防锈剂 ”或其它防锈剂清洗处理,才可进入回火炉。工件陆续进入工作液时,工 件的入液温度 350 型不得低于 350 ℃ 、 200 型不得低于 200 ℃ 、 160 型不
 地基局部处理常用方法
地基局部处理常用方法
地基局部处理常用方法
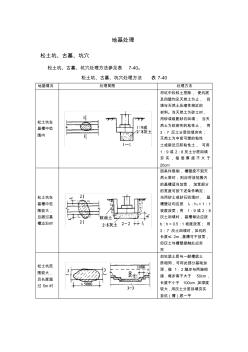
地基处理 松土坑、古墓、坑穴 松土坑、古墓、坑穴处理方法参见表 7-40。 松土坑、古墓、坑穴处理方法 表 7-40 地基情况 处理简图 处理方法 松土坑在 基槽中范 围内 将坑中松软土挖除, 使坑底 及四壁均见天然土为止, 回 填与天然土压缩性相近的 材料。当天然土为砂土时, 用砂或级配砂石回填; 当天 然土为较密实的粘性土, 用 3:7 灰土分层回填夯实; 天然土为中密可塑的粘性 土或新近沉积粘性土, 可用 1:9 或 2:8 灰土分层回填 夯 实,每 层厚 度不大 于 20cm 松土坑在 基槽中范 围较大, 且超过基 槽边沿时 因条件限制,槽壁挖不到天 然土层时,则应将该范围内 的基槽适当加宽, 加宽部分 的宽度可按下述条件确定: 当用砂土或砂石回填时, 基 槽壁边均应按 l1:h1=1:1 坡度放宽;用 1:9 或 2:8 灰土回填时,基槽每边应按 b:h=0.5:1 坡度放宽

