放热焊粉注意事项文献

 放热焊接工艺及放热焊粉应用要点
放热焊接工艺及放热焊粉应用要点
放热焊接工艺及放热焊粉应用要点
放热焊接工艺及放热焊粉应用要点 (1)影响焊接效果的因素 一个良好的焊点表面丰满光亮、没有气孔、夹渣,切开后其剖面成一 整体无气孔与瑕疵。影响焊接效果的因素是模具及被焊接物的清洁程 度,如被焊接物表面的尘土、油脂、氧化物或其它附着物必须清除, 使其洁净光亮后才可进行焊接作业, 否则焊接后的焊点的导电性能与 机械性能将受到影响。 另一影响到焊接效果的最主要原因是湿气或水 气,由于模具、焊粉及被焊接物内均可能吸附水分,因此如何防止或 驱除水气,是焊接时必须采取的最重要步骤, 如果模具内遗留的残渣 不完全清除,将造成焊点表面不平滑、不光亮。 综上所述,注意要点: ①驱除水气(可用喷灯烘烤) ②清洁被焊接物, ③清洁模具 (2)放热焊粉应用时注意事项 ①每包焊粉对应一个焊点, 焊粉牌号需与模具相对应, 使用前需仔细 对照确认。 ②焊粉出厂时对于其防潮已采取多层保护, 但建议妥善保存避免受潮。 放热
 (完整版)放热焊接操作步骤以及注意事项
(完整版)放热焊接操作步骤以及注意事项
(完整版)放热焊接操作步骤以及注意事项
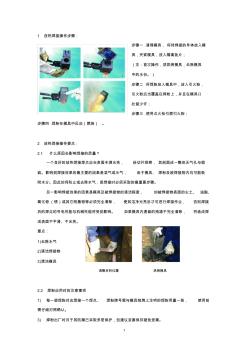
1 1 放热焊接操作步骤: 步骤一 .清理模具, 将待焊接的导体放入模 具,夹紧模具,放入隔离垫片; (注:首次操作,须烘烤模具,去除模具 中的水份。) 步骤二 .将焊粉放入模具中,放入引火粉, 引火粉应当覆盖在焊粉上,并且在模具口 处留少许; 步骤三 .使用点火枪引燃引火粉; 步骤四 .焊粉在模具中反应(燃烧) 。 2 放热焊接操作要点: 2.1 什么原因会影响焊接的质量? 一个良好的放热焊接焊点应当表面丰满光亮, 经切开观察, 其剖面成一整体无气孔与瑕 疵。影响到焊接效果的最主要的因素是湿气或水气, 由于模具、 焊粉及被焊接物内均可能吸 附水分。因此如何防止或去除水气,是焊接时必须采取的最重要步骤。 另一影响焊接效果的因素是模具及被焊接物的清洁程度, 如被焊接物表面的尘土、 油脂、 氧化物(锈)或其它附着物等必须完全清除, 使其洁净光亮后才可进行焊接作业, 否则焊接 后的焊点的导电性