放热焊粉使用方法文献

 放热焊接工艺及放热焊粉应用要点
放热焊接工艺及放热焊粉应用要点
放热焊接工艺及放热焊粉应用要点
放热焊接工艺及放热焊粉应用要点 (1)影响焊接效果的因素 一个良好的焊点表面丰满光亮、没有气孔、夹渣,切开后其剖面成一 整体无气孔与瑕疵。影响焊接效果的因素是模具及被焊接物的清洁程 度,如被焊接物表面的尘土、油脂、氧化物或其它附着物必须清除, 使其洁净光亮后才可进行焊接作业, 否则焊接后的焊点的导电性能与 机械性能将受到影响。 另一影响到焊接效果的最主要原因是湿气或水 气,由于模具、焊粉及被焊接物内均可能吸附水分,因此如何防止或 驱除水气,是焊接时必须采取的最重要步骤, 如果模具内遗留的残渣 不完全清除,将造成焊点表面不平滑、不光亮。 综上所述,注意要点: ①驱除水气(可用喷灯烘烤) ②清洁被焊接物, ③清洁模具 (2)放热焊粉应用时注意事项 ①每包焊粉对应一个焊点, 焊粉牌号需与模具相对应, 使用前需仔细 对照确认。 ②焊粉出厂时对于其防潮已采取多层保护, 但建议妥善保存避免受潮。 放热
 放热焊施工总结
放热焊施工总结
放热焊施工总结
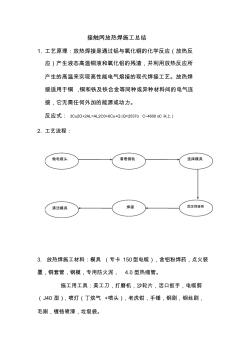
接触网放热焊施工总结 1. 工艺原理:放热焊接是通过铝与氧化铜的化学反应(放热反 应)产生液态高温铜液和氧化铝的残渣,并利用放热反应所 产生的高温来实现高性能电气熔接的现代焊接工艺。放热焊 接适用于铜 ,铜和铁及铁合金等同种或异种材料间的电气连 接,它无需任何外加的能源或动力。 反应式: 3Cu2O+2AL=AL2O3+6Cu+Q (Q=2537o C~4600 oC 以上 ) 2. 工艺流程: 3. 放热焊施工材料:模具 (专卡 150型电缆),含铝粉焊药,点火装 置,铜套管,钢模,专用防火泥, 4.0型热缩管。 施工用工具:美工刀,打磨机,沙轮片,活口扳手,电缆剪 (J40 型),喷灯(丁烷气 +喷头),老虎钳,手锤,钢刷,钢丝刷, 毛刷,镀铬喷漆,垃圾袋。 做电缆头 清理钢轨 焊接清洁模具 选择模具 固定焊接物 安全防护物品: 安全帽,护目眼镜, 防护手套,长衣,安全工 作鞋,灭火