工程项目工序质量控制标准文献

 清洗工序质量控制标准
清洗工序质量控制标准
清洗工序质量控制标准
编制: 审核: 审 批: 1#/2#清洗工序质量控制标准 关键控 制点 控制项目 控制标准 检查手 段 自检 专检 巡检 三对照 作业计划 生产计划单、产品质量跟踪卡、料卷三者的卷号、合金、状态、规格必须一致。 目测 副操 /卷 质检 /卷 工艺员、巡检≥ 3 次 /天表面质量 坯料检查 1、不允许有松树枝状花纹、腐蚀、通长的明暗条纹等缺陷,不允许有套筒印痕或打底起楞; 2、每 1m 2 内不允许有 2条以上的擦伤、非金属压入、黑点线,且其宽度不大于 0.2mm,长度不大 于 5mm,深度不大于 0.1mm(无手感); 3、速度为 10m/min 时,打底厚度 20mm范围内允许有肉眼可见的粘伤、印痕、辊印、色差、金 属或非金属压入等缺陷。 钢直尺 /目 测 清洗油或水 1、 清洗油机油含量≤ 1.0%; 2、 2#清洗线每周一、四下午 15:30换纸,并对喷嘴进行检查; 3、 热风吹扫正
 各工序质量控制标准
各工序质量控制标准
各工序质量控制标准
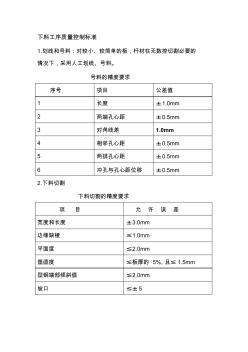
下料工序质量控制标准 1.划线和号料:对较小、较简单的板,杆材在无数控切割必要的 情况下,采用人工划线、号料。 号料的精度要求 序号 项目 公差值 1 长度 ±1.0mm 2 两端孔心距 ±0.5mm 3 对角线差 1.0mm 4 相邻孔心距 ±0.5mm 5 两排孔心距 ±0.5mm 6 冲孔与孔心距位移 ±0.5mm 2.下料切割 下料切割的精度要求 项 目 允 许 误 差 宽度和长度 ±3.0mm 边缘缺棱 ≤1.0mm 平面度 ≤2.0mm 垂直度 ≤板厚的 5%,且≤ 1.5mm 型钢端部倾斜值 ≤2.0mm 坡口 ≤± 5 H 型钢组立工序质量控制标准 组立主要是指 H 型钢埋弧焊前的点焊定位固定,组立是在 组立机上进行,组立前应当翼缘板和腹板去除毛刺、割渣,并应 进行矫正矫直,由放样人员划出中心线、定位线,待检验合格后 才准上组立机进行组立点焊固定。 H型钢组立基本要求如下