高速高效磨削传热过程建模与数值分析方法图书目录文献

 电厂图书目录
电厂图书目录
电厂图书目录
柜号 序号 G1 1 G1 2 G1 3 G2 4 G2 5 G2 6 G2 7 G2 8 G2 9 G1 10 G2 11 G2 12 G2 13 G2 14 G1 15 G1 16 G1 17 G2 18 G2 19 G2 20 G1 21 G3 22 G3 23 G3 24 G3 25 G3 26 G3 27 G1 28 G1 29 G3 30 G3 31 G2 32 G2 33 G2 34 G2 35 G2 36 G2 37 G2 38 下右 39 下右 40 下右 41 下右 42 下右 43 下右 44 下右 45 下右 46 下右 47 下右 48 下右 49 下右 50 下右 51 下右 52 下右 53 下左 54 下左 55 下左 56 下左 57 下左 58 下左 59 下左 60 下左 61 下左 62 下左 63 下左 64 下左 65 下左 66 下左 67 下
 工程常用图书目录
工程常用图书目录
工程常用图书目录
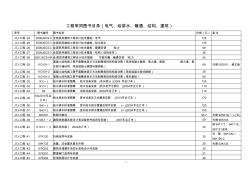
1 工程常用图书目录(电气、给排水、暖通、结构、建筑) 序号 图书编号 图书名称 价格(元) 备注 JTJ-工程 -24 2009JSCS-5 全国民用建筑工程设计技术措施-电气 128 JTJ-工程 -25 2009JSCS-3 全国民用建筑工程设计技术措施-给水排水 136 JTJ-工程 -26 2009JSCS-4 全国民用建筑工程设计技术措施-暖通空调 ?动力 98 JTJ-工程 -27 2009JSCS-2 全国民用建筑工程设计技术措施-结构(结构体系) 48 JTJ-工程 -28 2007JSCS-KR 全国民用建筑工程设计技术措施 节能专篇-暖通空调 ?动力 54 JTJ-工程 -29 11G101-1 混凝土结构施工图平面整体表示方法制图规则和构造详图(现浇混凝土框架、剪力墙、框架 -剪力墙、框 支剪力墙结构、现浇混凝土楼面与屋面板) 69 代替 00G101