滚压刀滚压应用的不足文献

 集箱异径管的旋滚压加工
集箱异径管的旋滚压加工
集箱异径管的旋滚压加工
集箱异径管的旋滚压加工
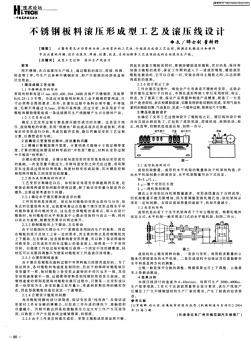 不锈钢板料滚压形成型工艺及滚压线设计
不锈钢板料滚压形成型工艺及滚压线设计
不锈钢板料滚压形成型工艺及滚压线设计
维普资讯 http://www.cqvip.com