工作机座及其轧辊传动
工作机座 :由轧辊、轧辊轴承、轴承座、机架、轧辊调节装置等主要零部件组成,直接对轧件进行轧制的轧机主要单元。
同义词:轧机机座
工作机座
二辊轧机:具有两个轧辊的轧机机座。
二辊轧机
二辊水平轧机:上下轧辊轴线水平布置且相互平行的二辊轧机
二辊立式轧机:轧辊轴线垂直布置且相互平行的二辊轧机同义词:立辊机座
复二辊轧机:具有两对转动方向相反的轧辊,两对轧辊布置在不同标高上,不需反转就可在两个方向上进行轧制的水平辊工作机座
二辊万能轧机:具有一对水平轧辊,一对或两对立辊的工作机座
三辊轧机:具有三个位于同一垂直平面内的水平轧辊,即上辊、中间辊和下辊,无须改变轧辊转动方向即可使轧件在同一工作机座上往复轧制的机座。
三辊轧机
四辊轧机:具有两个相互平行、直径较小水平布置的工作辊,两个直径较大、支撑工作辊的支承辊的工作机座
四辊轧机
五辊轧机:具有三个相互平行的工作辊:上辊、中间辊和下辊,上辊和下辊各由一个支承辊支撑的工作机座
五辊轧机
多辊轧机 :具有一个水平工作辊,每个工作辊由两个或两个以上支承辊支撑的工作机座。
多辊轧机
六辊轧机:工作辊各有两个支承辊支撑的多辊轧
六辊轧机
十二辊轧机:]十二辊轧机的上、下三个支承辊又各由四个支承辊支撑的多辊轧机
十二辊轧机
二十辊轧机:上边和下边的两对支承辊分别由另外的三个支承辊支撑,这三个支撑辊分别又由另外的四个支承辊
支撑的多辊轧机 高性能控制凸度轧机(HC)轧机 :在四辊轧机的工作辊与支承辊间装有可作轴向移动的中间辊的六辊式板带轧机,利用中间辊的轴向移动(也可同时采用工作辊弯曲方法)进行板形控制。用于热轧、冷轧、平整,也有用于热轧厚板材的工作辊作轴向移动的HC四辊轧机。
连续可变凸度轧机(CVC轧机):用轴向移动具有S形原始辊型工作辊的方法使轧辊凸度值在最大与最小级调节,以达到控制板形目的的板带轧机。
轧辊成对交叉轧机(PC轧机):用改变上、下工作辊及其支承辊间交叉角的方法控制板形的四辊板带轧机。
行星轧机:具有两个位于同一垂直平面内的大直径水平支承辊,其周围分别有一圈装在分离圈里的小直径工作辊,工作辊绕支承辊转动的工作机座。
行星轧机
穿孔机:采用轧辊和顶头,将圆钢或方钢(锭或坯)轧制成空心毛管的工作机座。
穿孔机
二辊斜轧穿孔机:由两个相对轧制线倾斜布置的桶形轧辊、两个固定不动的导板(或导辊)和一个位于其中间的顶头所构成的"环形封闭孔型"对管坯进行穿孔的穿孔机。
同义词:曼乃斯曼(Mannesmann)穿孔机
三辊斜轧穿孔机:由三个相对轧制线倾斜布置的桶形轧辊和一个顶头构成的"环形封闭孔型"对管坯进行穿孔的穿孔机。
菌式穿孔机:带辗轧角ø,轧辊形状为菌式(或锥形)的二辊式斜轧穿孔机。
同义词:蘑菇形轧辊穿孔机
狄舍尔穿孔机:采用主动导盘以代替导板的二辊式斜轧穿孔机。
推轧穿孔机(PPM):直接用连铸方坯为原料,采用推轧法将其穿轧成空心毛管坯的穿孔机。
轧辊传动装置:传动轧辊并传递所需力矩的装置。
同义词:主传动装置
人字齿轮传动:采用人字齿轮机座将主电机或电机组的转矩传递给轧辊的传动方式。
人字齿轮传动
双电机传动:采用两台或两组电机分别传动两个轧辊的传动方式。
同义词:二重传动
双电机传动
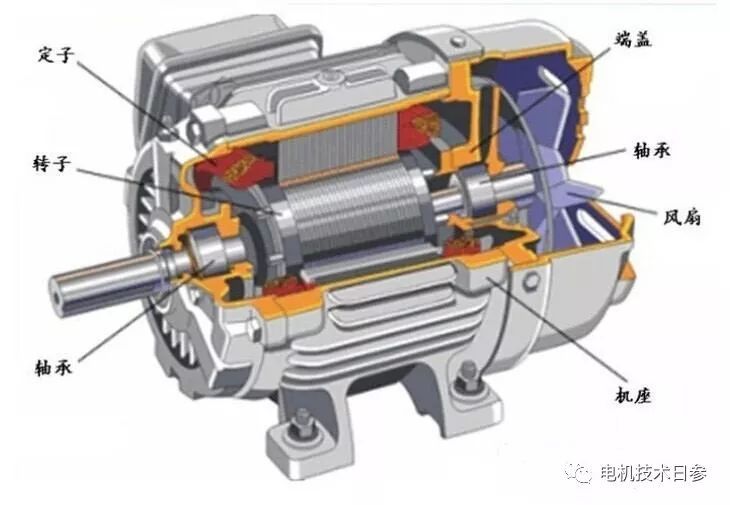
主电机 :驱动轧辊的交流或直流电动机。
主电机
联轴器:主动轴和被动轴之间的联接元器件。
联轴器
减速器:降低原动机转速,使其与从动机转速相匹配的中间传动装置。
减速器
中间轴:主电机和减速器之间,或主电机和齿轮机座之间,或主电机和万向接轴之间的联接轴。
中间轴
齿轮机座:由两个或三个直径相同的人字齿轮组成的齿轮箱,它不改变转数,只用于将运动和力矩均匀传递给各个轧辊
齿轮机座
同义词:人字齿轮机座
万向接轴 :;传动装置和轧辊之间的联接轴,其夹角可以在限定范围内改变。
同义词:万向联轴器
万向接轴
齿形万向接轴 :两端装有齿形联轴器的万向接轴。
扁头万向接轴 :两端装有扁头联轴器的万向接轴。
套筒万向接轴:两端装有梅花形或四边形等套筒的万向接轴。
十字轴式万向接轴 :由两个叉形头及十字轴通过滚动轴承构成,按虎克铰链原理工作。传递转矩达8000~10000KN·m的万向接轴。
万向接轴支承座:万向接轴的中间支承座,其高度可调,轴线可以倾斜,用于较长的万向接轴。
万向接轴支架:通过轴承部件用平衡装置支撑粗大的万向接轴,以消除其自重影响,并在换辊时能固定接轴的装置。
单独传动:一套传动装置只传动一个轧辊或其他辊子的传动型式。
单独传动 集体传动:一套传动装置传动两个或两个以上的轧辊或其他辊子的传动型式。
同义词:成组传动
-